黄工无刷电机学习
登录
直播中
石胜厚
8年用户
1145经验值
私信
关注
[问答]
N-MPS5自动生产线拆装与调试实训装置有什么特点性能?
开启该帖子的消息推送
装置
N-MPS5自动生产线拆装与调试实训装置有什么特点性能?
回帖
(1)
李汉荣
2021-11-1 09:49:41
ZN-MPS5自动生产线拆装与调试实训装置
一、系统概述:
ZN-MPS5自动生产线拆装与调试实训装置是一种*为典型的机电一体化产品,是为职业院校、职业教育培训机构而研制的,它适合机电一体、自动化等相关专业的教学和培训。该装置采用型材结构,其上安装有井式供料、切削加工、多工位装配、气动机械手搬运、皮带传送分拣等工作站及相应的电源模块、按钮模块、PLC模块、变频器及交流电机模块、步进电机驱动模块、伺服电机驱动模块和各种工业传感器等控制检测单元。在接近工业生产制造现场基础上,强化自动化生产线的安装与调试能力。
二、系统特点:
实训装置贴近工业现场要求,是典型的自动生产线,设备从选材、工艺、流程、结构、控制等各方面应从实际工业现场出发,考虑工学结合要求,融合机械、电气、气动、传感器、交流电机变频调速、步进电机驱动控制、伺服电机驱动控制、PLC控制及工业通信网络等多种技术,能开展任务驱动的项目教学法,采用PLC工业网络通信技术实现系统联动,能真实再现工业自动生产线中的供料、检测、搬运、切削加工、装配、输送、分拣过程。
整体结构采用开放式和拆装式,具有明显的动手拆装实训功能,可以拆装到各零部件及每颗细小的螺丝,能很好的服务于项目实训教学;能根据不同的任务进行更换组合模块,具有很强的可重组性,使教学或竞赛时可方便的选择需要的模块。
系统用于考核或技能竞赛时,可考察的职业能力有:
1、机械零部件的装配与调整能力
2、机电设备的安装与调试能力
3、工业现场控制系统电路安装接线能力
4、气动控制系统的安装与调试能力
5、机电一体化设备的控制程序的编写能力
6、自动控制系统的安装与调试能力
7、PLC工业现场总线网络的安装、编程与调试能力
三、技术性能
1、输入电源:三相四线(或三相五线)~380V±10% 50Hz
2、工作环境:温度-10℃~40℃ 相对湿度≤85%(25℃)海拔<4000m
3、装置容量:≤1.5kVA
4、外形尺寸:1980mm×1040mm×1300mm(不包括电脑桌)
5、安全保护:具有漏电压、漏电流保护,安全符合国家标准
四、系统组成
1、供料站:
主要由井式工件库、推料气缸、物料台、光电传感器、磁性开关、电磁阀、支架、机械零部件构成。
工作过程描述:系统启动后,推料气缸推出,把工件库中底层的工件推至物料台上。工件到位传感器检测到工件到位后,推料气缸缩回。搬运机械手伸出并抓取该工件,并将其运送至切削加工站。
2、加工站:(切削中心)
主要由物料台、物料夹紧装置、龙门式二维运动装置、主轴电机、刀具以及相应的传感器、磁性开关、电磁阀、步进电机及驱动器、主轴电机、滚珠丝杆副、支架、机械零部件构成。
工作过程描述:该站主要完成对工件的切削加工。当搬运站机械手把工件运送到该站物料台上,且光电传感器检测到工件后,机械手指夹紧工件,二维运动装置丝杆开始动作,主轴电机启动,切削加工完成后,主轴电机停止,二维运动装置丝杆带动主轴回零点,物料台重新伸出,到位后,机械手指松开,由搬运站机械手伸出并夹紧工件,将其运送至装配站。
3、装配站(三工位)
主要由井式供料单元、三工位旋转民作台、平面轴承、冲压装配单元、光电传感器、电感传感器、磁性开关、电磁阀、交流伺服电机及驱动器、支架、机械零部件构成。
工作过程描述:该站主要完成大小工件的紧合装配过程。当搬运站气动机械手把工件运送到装配站旋转工作台上后,旋转工作台顺时针旋转,将工件旋转到井式供料单元下方,井式供料单元顶料气缸伸出顶住倒数第二个工件;挡料气缸缩回,工件库中底层的工件落到待装配工件上,挡料气缸伸出到位,顶料气缸缩回物料落到工件库底层,同时旋转工作台顺时针旋转,将工件旋转到冲压装配单元下方,冲压气缸下压,完成工件紧合装配后,气缸回到原位,旋转工作台顺时针旋转到待搬运位置后,搬运站气动机械手伸出并抓取该工件,并将其运送往物料分拣站。
4、分拣站:
主要由传送带、变频器、三相交流减速电机、旋转气缸、磁性开关、电磁阀、调压过滤器、光电传感器、光纤传感器、对射传感器、计数器、支架、机械零部件构成。
工作过程描述:该站主要完成对上站传送至本站的装配完毕的工件进行分拣。系统入料口光电传感器检测到有工件,变频器启动并带动传送带运动,将工件送入分拣区,通过旋转气缸将白色工件推入1号料槽、黑色工件导入2号料槽,当对射传感器检测到有物料入槽、传输皮带停止工作,等待下一个工件,同时计数器记录工件入库个数。
5、搬运站:
主要由直线电机驱动器、直线导轨、四自由度搬运机械手、定位开关、行程开关、支架、机械零部件构成。
工作过程描述:该站主要完成向各个工作站输送工件。系统复位先回原点,当到达原点位置后,系统启动,井式供料站养料到物料台后,光电传感器检测到有工件时,搬运机械手伸出将工件搬运到切削加工站物料台上,等加工站加工完毕后,再将工件送到三位装配站完成两种不同工件装配,*后将两种工件成品送到分拣站分拣入库。
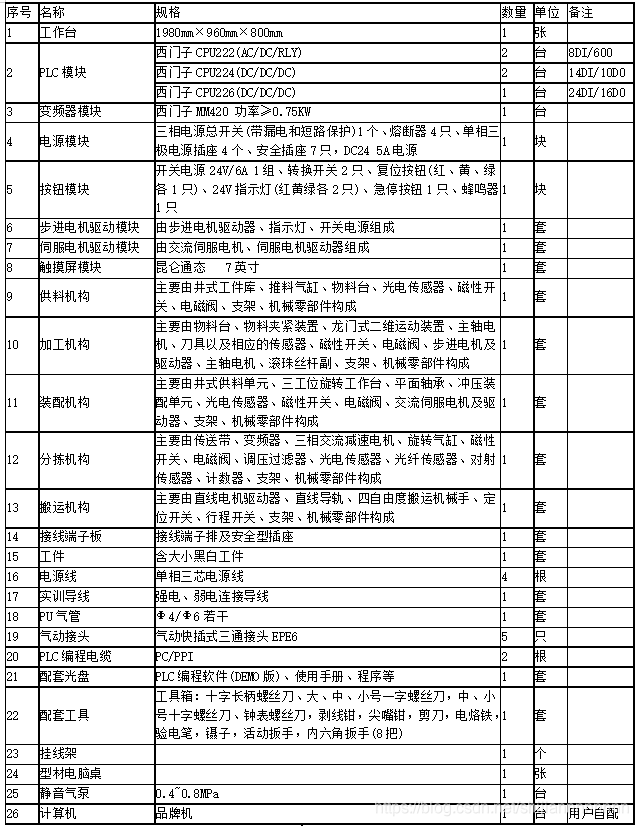
五、系统配置清单
表一:基本配置表(标配西门子系统)
表2:PLC及变频器选配表(用户可根据需要进行选配)
三菱:
六、实训项目
(一)气动控制回路安装与调试
该配置配有多种类型的气缸、电磁阀,磁性开关,如:单出杆气缸、单出双杆气缸、旋转气缸等气动执行元件、单控电磁阀、双控电磁阀和磁性开关等,基于这些气动控制元件,可完成下列气动技术的安装调试训练任务:
1、气动方向控制回路的安装与调试
2、气动速度控制回路的安装与调试
3、气动旋转控制回路的安装与调试
4、气动顺序控制回路的安装与调试
5、气动机械手装置的安装与调试
6、气动系统的安装与调试
(二)电气控制电路的安装和PLC程序编写
该装置配有西门子S7-200主机模块、MM420变频器模块、伺服电机驱动模块、步进电机驱动模块和各种传感器等,基于这些模块,可完成下列PLC应用技术训练任务:
1、异步电机控制电路的连接与控制程序编写
2、异步电机调速控制电路的连接与控制程序编写
3、步进电机控制电路的连接与控制程序编写
4、交流伺服电机控制电路的连接与控制程序编写
5、气动方向控制程序编写
6、气动顺序动作控制程序编写
7、气动机械手控制程序编写
8、皮带输送控制程序编写
9、自动生产线控制程序编写
(三)PLC工业通讯网络的安装及调试
本系统选用西门子S7-200PLC作为主控制器,其本身集成RS485通信口具备PPI网络通信功能,基于本网络通信功能,可完成下列工业现场总线通信技术训练任务:
1、PPI网络的硬件连接、调试
2、PPI网络参数设置、调试
3、基于多台西门子S7-200 PLC的复杂PPI网络数据读写程序编写与调试
(四)机电设备安装与调试项目
井式供料、切削加工、多工位装配、气动机械手搬运、皮带传送分拣等工作站及相应的电源模块、按钮模块、PLC模块、变频器及交流电机模块、步进电机驱动模块、伺服电机驱动模块和各种工业传感器等控制检测单元为硬件平台,可完成下列机电设备安装和控制的训练任务:
1、井式供料机构的安装与调试
2、切削加工机构的安装与调试
3、多工位装配机构的安装与调试
4、气动机械手设备安装与调试
5、输送线设备安装与调试
6、工件分拣机构的安装与调试
7、自动生产线系统安装与调试
ZN-MPS5自动生产线拆装与调试实训装置
一、系统概述:
ZN-MPS5自动生产线拆装与调试实训装置是一种*为典型的机电一体化产品,是为职业院校、职业教育培训机构而研制的,它适合机电一体、自动化等相关专业的教学和培训。该装置采用型材结构,其上安装有井式供料、切削加工、多工位装配、气动机械手搬运、皮带传送分拣等工作站及相应的电源模块、按钮模块、PLC模块、变频器及交流电机模块、步进电机驱动模块、伺服电机驱动模块和各种工业传感器等控制检测单元。在接近工业生产制造现场基础上,强化自动化生产线的安装与调试能力。
二、系统特点:
实训装置贴近工业现场要求,是典型的自动生产线,设备从选材、工艺、流程、结构、控制等各方面应从实际工业现场出发,考虑工学结合要求,融合机械、电气、气动、传感器、交流电机变频调速、步进电机驱动控制、伺服电机驱动控制、PLC控制及工业通信网络等多种技术,能开展任务驱动的项目教学法,采用PLC工业网络通信技术实现系统联动,能真实再现工业自动生产线中的供料、检测、搬运、切削加工、装配、输送、分拣过程。
整体结构采用开放式和拆装式,具有明显的动手拆装实训功能,可以拆装到各零部件及每颗细小的螺丝,能很好的服务于项目实训教学;能根据不同的任务进行更换组合模块,具有很强的可重组性,使教学或竞赛时可方便的选择需要的模块。
系统用于考核或技能竞赛时,可考察的职业能力有:
1、机械零部件的装配与调整能力
2、机电设备的安装与调试能力
3、工业现场控制系统电路安装接线能力
4、气动控制系统的安装与调试能力
5、机电一体化设备的控制程序的编写能力
6、自动控制系统的安装与调试能力
7、PLC工业现场总线网络的安装、编程与调试能力
三、技术性能
1、输入电源:三相四线(或三相五线)~380V±10% 50Hz
2、工作环境:温度-10℃~40℃ 相对湿度≤85%(25℃)海拔<4000m
3、装置容量:≤1.5kVA
4、外形尺寸:1980mm×1040mm×1300mm(不包括电脑桌)
5、安全保护:具有漏电压、漏电流保护,安全符合国家标准
四、系统组成
1、供料站:
主要由井式工件库、推料气缸、物料台、光电传感器、磁性开关、电磁阀、支架、机械零部件构成。
工作过程描述:系统启动后,推料气缸推出,把工件库中底层的工件推至物料台上。工件到位传感器检测到工件到位后,推料气缸缩回。搬运机械手伸出并抓取该工件,并将其运送至切削加工站。
2、加工站:(切削中心)
主要由物料台、物料夹紧装置、龙门式二维运动装置、主轴电机、刀具以及相应的传感器、磁性开关、电磁阀、步进电机及驱动器、主轴电机、滚珠丝杆副、支架、机械零部件构成。
工作过程描述:该站主要完成对工件的切削加工。当搬运站机械手把工件运送到该站物料台上,且光电传感器检测到工件后,机械手指夹紧工件,二维运动装置丝杆开始动作,主轴电机启动,切削加工完成后,主轴电机停止,二维运动装置丝杆带动主轴回零点,物料台重新伸出,到位后,机械手指松开,由搬运站机械手伸出并夹紧工件,将其运送至装配站。
3、装配站(三工位)
主要由井式供料单元、三工位旋转民作台、平面轴承、冲压装配单元、光电传感器、电感传感器、磁性开关、电磁阀、交流伺服电机及驱动器、支架、机械零部件构成。
工作过程描述:该站主要完成大小工件的紧合装配过程。当搬运站气动机械手把工件运送到装配站旋转工作台上后,旋转工作台顺时针旋转,将工件旋转到井式供料单元下方,井式供料单元顶料气缸伸出顶住倒数第二个工件;挡料气缸缩回,工件库中底层的工件落到待装配工件上,挡料气缸伸出到位,顶料气缸缩回物料落到工件库底层,同时旋转工作台顺时针旋转,将工件旋转到冲压装配单元下方,冲压气缸下压,完成工件紧合装配后,气缸回到原位,旋转工作台顺时针旋转到待搬运位置后,搬运站气动机械手伸出并抓取该工件,并将其运送往物料分拣站。
4、分拣站:
主要由传送带、变频器、三相交流减速电机、旋转气缸、磁性开关、电磁阀、调压过滤器、光电传感器、光纤传感器、对射传感器、计数器、支架、机械零部件构成。
工作过程描述:该站主要完成对上站传送至本站的装配完毕的工件进行分拣。系统入料口光电传感器检测到有工件,变频器启动并带动传送带运动,将工件送入分拣区,通过旋转气缸将白色工件推入1号料槽、黑色工件导入2号料槽,当对射传感器检测到有物料入槽、传输皮带停止工作,等待下一个工件,同时计数器记录工件入库个数。
5、搬运站:
主要由直线电机驱动器、直线导轨、四自由度搬运机械手、定位开关、行程开关、支架、机械零部件构成。
工作过程描述:该站主要完成向各个工作站输送工件。系统复位先回原点,当到达原点位置后,系统启动,井式供料站养料到物料台后,光电传感器检测到有工件时,搬运机械手伸出将工件搬运到切削加工站物料台上,等加工站加工完毕后,再将工件送到三位装配站完成两种不同工件装配,*后将两种工件成品送到分拣站分拣入库。
五、系统配置清单
表一:基本配置表(标配西门子系统)
表2:PLC及变频器选配表(用户可根据需要进行选配)
三菱:
六、实训项目
(一)气动控制回路安装与调试
该配置配有多种类型的气缸、电磁阀,磁性开关,如:单出杆气缸、单出双杆气缸、旋转气缸等气动执行元件、单控电磁阀、双控电磁阀和磁性开关等,基于这些气动控制元件,可完成下列气动技术的安装调试训练任务:
1、气动方向控制回路的安装与调试
2、气动速度控制回路的安装与调试
3、气动旋转控制回路的安装与调试
4、气动顺序控制回路的安装与调试
5、气动机械手装置的安装与调试
6、气动系统的安装与调试
(二)电气控制电路的安装和PLC程序编写
该装置配有西门子S7-200主机模块、MM420变频器模块、伺服电机驱动模块、步进电机驱动模块和各种传感器等,基于这些模块,可完成下列PLC应用技术训练任务:
1、异步电机控制电路的连接与控制程序编写
2、异步电机调速控制电路的连接与控制程序编写
3、步进电机控制电路的连接与控制程序编写
4、交流伺服电机控制电路的连接与控制程序编写
5、气动方向控制程序编写
6、气动顺序动作控制程序编写
7、气动机械手控制程序编写
8、皮带输送控制程序编写
9、自动生产线控制程序编写
(三)PLC工业通讯网络的安装及调试
本系统选用西门子S7-200PLC作为主控制器,其本身集成RS485通信口具备PPI网络通信功能,基于本网络通信功能,可完成下列工业现场总线通信技术训练任务:
1、PPI网络的硬件连接、调试
2、PPI网络参数设置、调试
3、基于多台西门子S7-200 PLC的复杂PPI网络数据读写程序编写与调试
(四)机电设备安装与调试项目
井式供料、切削加工、多工位装配、气动机械手搬运、皮带传送分拣等工作站及相应的电源模块、按钮模块、PLC模块、变频器及交流电机模块、步进电机驱动模块、伺服电机驱动模块和各种工业传感器等控制检测单元为硬件平台,可完成下列机电设备安装和控制的训练任务:
1、井式供料机构的安装与调试
2、切削加工机构的安装与调试
3、多工位装配机构的安装与调试
4、气动机械手设备安装与调试
5、输送线设备安装与调试
6、工件分拣机构的安装与调试
7、自动生产线系统安装与调试
举报
更多回帖
rotate(-90deg);
回复
相关问答
装置
自动生产线
拆装
与
调试
实
训
装置
的定义及组成部分
2021-09-26
1996
QY-JDYT31
自动生产线
拆装
与
调试
实
训
装置
是由哪些部分组成的?
2021-07-09
1775
ZN-
MPS
03型柔性
自动化生产线
及工业机器人应用
实
训
系统是什么
2021-09-27
2030
模块式柔性环形
自动生产线
及工业机器人应用实验系统简介
2021-09-26
1892
ZN-
MPS
05型模块式工业机器人柔性
自动化生产线
实
训
系统是什么
2021-09-27
1500
MPS
模块式柔性
自动化生产线
实
训
系统QY-JDYT11的硬件是如何组成的?
2021-07-09
1907
模块式柔性
自动化生产线
实
训
系统是什么
2021-09-27
2179
ZN-S8模块式柔性
自动化生产线
实
训
系统
有
哪些技术指标
2021-09-26
1993
ZNRX-J2型工业机器人柔性
自动化生产线
实
训
系统
有
哪些功能
2021-08-10
2143
光机电气一体化控制
实
训
系统是由哪些部分组成的
2021-09-26
1773
发帖
登录/注册
20万+
工程师都在用,
免费
PCB检查工具
无需安装、支持浏览器和手机在线查看、实时共享
查看
点击登录
登录更多精彩功能!
首页
论坛版块
小组
免费开发板试用
ebook
直播
搜索
登录
×
20
完善资料,
赚取积分



 举报
举报



