黄工无刷电机学习
登录
直播中
study875
12年用户
1160经验值
私信
关注
[问答]
步进驱动器细分控制原理是什么?如何设置细分?
开启该帖子的消息推送
步进驱动器
步进驱动器细分控制原理是什么?
步进电机的相数与步进电机细分的关系是什么?
步进电机驱动器设置细分的方法有哪些?
回帖
(1)
李雪
2021-10-27 09:40:35
步进驱动器细分控制原理:
在
步进电机
步距角不能满足使用要求时,可采用细分驱动器来驱动步进电机。细分驱动器的原理是通过改变A,B相电流的大小,以改变合成磁场的夹角,从而可将一个步距角细分为多步。
步进电机最常见的分为两相步进电机(1.8°),或者三相步进电机(1.2°),将“电机固有步距角”细分成若干小步的驱动方法,称为
细分驱动
,在不细分步距角的情况下(1细分),驱动接收一个脉冲信号电机就走1.8度。那么走完360度,就需要接收360/1.8°=200个脉冲。
步进电机的相数与步进电机细分的关系:
步进电机的相数是指电机内部的线圈组数,常用的有二相、三相、四相、五相步进电机。电机相数不同,其步距角也不同,一般二相电机的固有步距角为1.8度、三相为1.2度、五相的为0.72度。在没有细分驱动器时,用户主要靠选择不同相数的步进电机来满足步距角的要求。
如果使用细分驱动器,则相数将变得没有意义,用户只需在驱动器上改变细分数,就可以改变步距角。驱动器一般都具有细分功能,常见的细分倍数有:1/2,1/4,1/8,1/16,1/32,1/64;或:1/5,1/10,1/20。
细分后步进电机步距角按下列方法计算:步距角=电机固有步距角/细分数
例如:一台1.8°电机设定为4细分,其步距角为1.8°/4=0.45°。当细分等级大于1/4后,电机的定位精度并不能提高,只是电机转动更平稳。
步进电机驱动器
步进电机驱动器设置细分的方法:
1.设置步进驱动器的细分数,通常细分数越高,控制分辨率越高。但细分数太高则影响到进给速度。一般来说,对于模具机用户可考虑脉冲当量为0.001mm/P(此时进给速度为9600mm/min)或者0.0005mm/P(此时进给速度为4800mm/min);对于精度要求不高的用户,脉冲当量可设置的大一些,如0.002mm/P(此时进给速度为19200mm/min)或0.005mm/P(此时进给速度为48000mm/min)。对于两相步进电机,脉冲当量计算方法如下:脉冲当量=丝杠螺距÷细分数÷200。
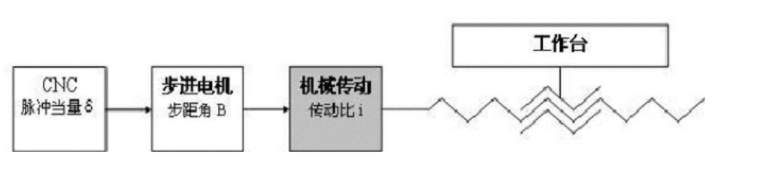
步进电机与丝杆传动比的计算:CNC的脉冲当量§、丝秆螺距K、步进电机的步距角B
2.起跳速度:
该参数对应步进电机的起跳频率。所谓起跳频率是步进电机不经过加速,能够直接启动工作的频率。合理地选取该参数能够提高加工效率,并且能避开步进电机运动特性不好的低速段;但是如果该参数选取大了,就会造成闷车,所以一定要留有余量。在电机的出厂参数中,一般包含起跳频率参数。但是在机床装配好后,该值可能发生变化,一般要下降,特别是在做带负载运动时。所以该设定参数是在参考电机出厂参数后,再实际测量决定。
3.单轴加速度:
用以描述单个进给轴的加减速能力,单位是毫米/秒平方。这个指标由机床的物理特性决定,如运动部分的质量、进给电机的扭矩、阻力、切削负载等。这个值越大,在运动过程中花在加减速过程中的时间越小,效率越高。
通常,对于步进电机,该值在100 ~ 500之间,对于伺服电机系统,可以设置在400 ~ 1200之间。在设置过程中,开始设置小一点,运行一段时间,重复做各种典型运动,注意观察,如果没有异常情况,然后逐步增加。如果发现异常情况,则降低该值,并留50%~100%的保险余量。
4.弯道加速度:
用以描述多个进给轴联动时的加减速能力,单位是毫米/秒平方。它决定了机床在做圆弧运动时的速度。这个值越大,机床在做圆弧运动时的允许速度越大。通常,对于步进电机系统组成的机床,该值在400~1000之间,对于伺服电机系统,可以设置在1000 ~ 5000之间。
如果是重型机床,该值要小一些。在设置过程中,开始设置小一点,运行一段时间,重复做各种典型联动运动,注意观察,如果没有异常情况,然后逐步增加。如果发现异常情况,则降低该值,并留50%~100%的保险余量。
通常考虑到步进电机的驱动能力、机械装配的摩擦、机械部件的承受能力,可以在厂商参数中修改各个轴的速度,对机床用户实际使用时的三个轴速度予以限制。
5.根据三个轴零点传感器的安装位置,设置厂商参数中的回机械原点参数。当设置正确后,可运行“操作”菜单中的“回机械原点”。先单轴回,如果运动方向正确则继续回,否则需停止,重新设置设置厂商参数中的回机械原点方向,直至所有轴都可回机械原点。
6.设置自动加油参数(设置得小一些,如5秒加一次油),观察自动加油是否正确,如果正确,则将自动加油参数设置到实际需要的参数。
电子齿轮和脉冲当量的设定值是否匹配。可以在机床的任意一根轴上做个标记,在软件中把该点坐标设为工作零点,用直接输入指令、点动或手轮等工作方式使该轴走固定距离,用游标卡尺测量实际距离与软件中坐标显示距离是否相附。
8.测定有无丢脉冲。可以用直观的方法:用一把尖刀在工件毛坯上点一个点,把该点设为工作原点,抬高Z轴,然后把Z轴坐标设为0;反复使机床运动,比如空刀跑一个典型的加工程序。
步进驱动器细分控制原理:
在
步进电机
步距角不能满足使用要求时,可采用细分驱动器来驱动步进电机。细分驱动器的原理是通过改变A,B相电流的大小,以改变合成磁场的夹角,从而可将一个步距角细分为多步。
步进电机最常见的分为两相步进电机(1.8°),或者三相步进电机(1.2°),将“电机固有步距角”细分成若干小步的驱动方法,称为
细分驱动
,在不细分步距角的情况下(1细分),驱动接收一个脉冲信号电机就走1.8度。那么走完360度,就需要接收360/1.8°=200个脉冲。
步进电机的相数与步进电机细分的关系:
步进电机的相数是指电机内部的线圈组数,常用的有二相、三相、四相、五相步进电机。电机相数不同,其步距角也不同,一般二相电机的固有步距角为1.8度、三相为1.2度、五相的为0.72度。在没有细分驱动器时,用户主要靠选择不同相数的步进电机来满足步距角的要求。
如果使用细分驱动器,则相数将变得没有意义,用户只需在驱动器上改变细分数,就可以改变步距角。驱动器一般都具有细分功能,常见的细分倍数有:1/2,1/4,1/8,1/16,1/32,1/64;或:1/5,1/10,1/20。
细分后步进电机步距角按下列方法计算:步距角=电机固有步距角/细分数
例如:一台1.8°电机设定为4细分,其步距角为1.8°/4=0.45°。当细分等级大于1/4后,电机的定位精度并不能提高,只是电机转动更平稳。
步进电机驱动器
步进电机驱动器设置细分的方法:
1.设置步进驱动器的细分数,通常细分数越高,控制分辨率越高。但细分数太高则影响到进给速度。一般来说,对于模具机用户可考虑脉冲当量为0.001mm/P(此时进给速度为9600mm/min)或者0.0005mm/P(此时进给速度为4800mm/min);对于精度要求不高的用户,脉冲当量可设置的大一些,如0.002mm/P(此时进给速度为19200mm/min)或0.005mm/P(此时进给速度为48000mm/min)。对于两相步进电机,脉冲当量计算方法如下:脉冲当量=丝杠螺距÷细分数÷200。
步进电机与丝杆传动比的计算:CNC的脉冲当量§、丝秆螺距K、步进电机的步距角B
2.起跳速度:
该参数对应步进电机的起跳频率。所谓起跳频率是步进电机不经过加速,能够直接启动工作的频率。合理地选取该参数能够提高加工效率,并且能避开步进电机运动特性不好的低速段;但是如果该参数选取大了,就会造成闷车,所以一定要留有余量。在电机的出厂参数中,一般包含起跳频率参数。但是在机床装配好后,该值可能发生变化,一般要下降,特别是在做带负载运动时。所以该设定参数是在参考电机出厂参数后,再实际测量决定。
3.单轴加速度:
用以描述单个进给轴的加减速能力,单位是毫米/秒平方。这个指标由机床的物理特性决定,如运动部分的质量、进给电机的扭矩、阻力、切削负载等。这个值越大,在运动过程中花在加减速过程中的时间越小,效率越高。
通常,对于步进电机,该值在100 ~ 500之间,对于伺服电机系统,可以设置在400 ~ 1200之间。在设置过程中,开始设置小一点,运行一段时间,重复做各种典型运动,注意观察,如果没有异常情况,然后逐步增加。如果发现异常情况,则降低该值,并留50%~100%的保险余量。
4.弯道加速度:
用以描述多个进给轴联动时的加减速能力,单位是毫米/秒平方。它决定了机床在做圆弧运动时的速度。这个值越大,机床在做圆弧运动时的允许速度越大。通常,对于步进电机系统组成的机床,该值在400~1000之间,对于伺服电机系统,可以设置在1000 ~ 5000之间。
如果是重型机床,该值要小一些。在设置过程中,开始设置小一点,运行一段时间,重复做各种典型联动运动,注意观察,如果没有异常情况,然后逐步增加。如果发现异常情况,则降低该值,并留50%~100%的保险余量。
通常考虑到步进电机的驱动能力、机械装配的摩擦、机械部件的承受能力,可以在厂商参数中修改各个轴的速度,对机床用户实际使用时的三个轴速度予以限制。
5.根据三个轴零点传感器的安装位置,设置厂商参数中的回机械原点参数。当设置正确后,可运行“操作”菜单中的“回机械原点”。先单轴回,如果运动方向正确则继续回,否则需停止,重新设置设置厂商参数中的回机械原点方向,直至所有轴都可回机械原点。
6.设置自动加油参数(设置得小一些,如5秒加一次油),观察自动加油是否正确,如果正确,则将自动加油参数设置到实际需要的参数。
电子齿轮和脉冲当量的设定值是否匹配。可以在机床的任意一根轴上做个标记,在软件中把该点坐标设为工作零点,用直接输入指令、点动或手轮等工作方式使该轴走固定距离,用游标卡尺测量实际距离与软件中坐标显示距离是否相附。
8.测定有无丢脉冲。可以用直观的方法:用一把尖刀在工件毛坯上点一个点,把该点设为工作原点,抬高Z轴,然后把Z轴坐标设为0;反复使机床运动,比如空刀跑一个典型的加工程序。
举报
更多回帖
rotate(-90deg);
回复
相关问答
步进驱动器
步进
电机
驱动器
设置
细分
时要注意的事项有哪些?
2021-10-28
3569
如何采用PIC16C621A单片机和线圈实现八
细分步进
电机
驱动器
的设计?
2021-06-15
1055
如何利用FPGA实现
步进
电机正弦波
细分
驱动器
的设计
2021-05-06
1302
为什么
步进
电机
驱动
要引入
细分
控制
?
2023-10-10
230
步进
细分
驱动器
过压保护导致系统无法正常运行问题求助。。
2016-01-04
6258
步进
电机
细分
电路
2013-08-09
5438
步进
电机的
细分
是怎么
设置
的?
2023-10-30
402
为什么
步进
电机的力矩会随转速的升高而下降?
2021-10-27
1972
步进
电机在工程的时候可以切换不同的
细分
吗?
2023-10-11
169
L298
驱动
的
步进
电机本身没有
细分
功能请问软件上可以
细分
吗?
2023-11-10
305
发帖
登录/注册
20万+
工程师都在用,
免费
PCB检查工具
无需安装、支持浏览器和手机在线查看、实时共享
查看
点击登录
登录更多精彩功能!
首页
论坛版块
小组
免费开发板试用
ebook
直播
搜索
登录
×
20
完善资料,
赚取积分


 举报
举报



