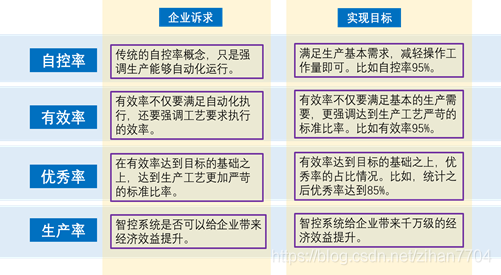
图2 促进流程生产企业综合实力提升
2.1 解决问题
RIDIC system系统从管理和效益层面提升企业综合实力,减少了水泥生产过程中的物料和能源消耗。智能控制系统提升操作理念,使控制方法更科学合理,使操作流程规范化统一化。同时能带来生产平稳性和效能改进,降低关键运行参数的波动,有效提升生产自动化管理水平,提升各环节产品质量稳定性,使企业生产技术达到国内领先水平。
在工艺技术层面,智能控制系统实时监视磨机、各仓仓位的状态,自动识别异常工况并且自动采取措施,最大程度保证智能控制系统可靠稳定运行。RIDIC system追求的最佳工艺实践,让产线一直处于逼近最优工艺环境。系统主要解决以下工艺问题:
A. 实现了对水泥磨的初磨、终磨两个子系统的闭环控制,同时智能调节循环风机两侧工作负荷平衡,充分发了挥辊压机和磨主机各自的能力和潜力,实现台时最大化;
B. 系统对水泥磨高选频率的智能化控制控制,实现了细度达标又不过度粉磨,调节准确而平稳;
C. 系统根据水泥配料配比变化智能分析粉磨难度,及时调整喂料,并时刻监视磨机振动、中间仓仓重、及各提升机电流、选粉机电流等关键参数实现进一步综合纠偏,起到及时调节稳定负荷的作用,从而使初、终磨子系统维持在高效工作状态;
D. 水泥磨智能控制明显改善了水泥磨系统的工况,使风量、料量、辊压机做功达到一个最佳的平衡状态,提高产品细度合格率。据系统投运后测算,水泥磨智能控制系统降低水泥细度的标准偏差下降10%,平均吨水泥电耗降低1.0 kwh/t以上;
E. 水泥磨智能控制明显地改善水泥质量,有效降低水泥45um筛余的标准偏差由0.97降低到0.75,比表合格率为100%;
F. 水泥磨智能控制能够很好地适应公司生产工况。测试期间,正常工况下系统连续不中断运行至少8小时以上,总体投用率在95%以上;
G. 原料磨智能控制系统将大块的石灰石、煤矸石、铁质原料等粉碎,和配料混合之后进入磨机,对生料磨喂料、循环风机拉风和入磨冷热风阀门进行精细控制。原料磨智能控制系统一方面稳定了粗粉内循环料流;另一方面根据配料配比精细调节研磨温度,使磨机效能充分发挥。原料磨智能控制系统根据实际情况计算和设置运行参数,使得这一大量消耗电能的过程平稳运转,并达到降低电耗2%的实际测试效果,工控人员只需要监控异常工况即可;
H. 原料磨智能控制系统实现了
a) 磨机喂料、选粉机、循环风门自动精细化自动调节
b) 磨机负荷、出口温度优化控制
c) 粉磨细度优化控制
d) 投运率≧95%,波动降低20-40%
I. 原料磨智能控制系统相对于手工控制稳定性提升60%;
J. 使用RIDIC智能控制系统后,显著降低了操作员的操作强度,消除了中控操作员忙乱现象,减少误操作。
2.2 助力企业全面升级
6.2 实施角色与分工
6.2.1 中控室操作人员
① 依照公司运行规程及其它相关规定,根据现场情况运行自适应综合控制系统。在自适应综合控制系统投入过程中,监视系统运行情况和相关工艺指标
② 在系统正常工况下,保持自适应综合控制系统运行状态
③ 在已出现或根据趋势判断即将出现异常情况时,联系调试工程师暂时自适应综合控制系统,改为手动调节,直至恢复正常工况
④ 记录停止运行原因
6.2.2 DCS工程师
① 协助确定获取生产数据的位号
② 增加智能控制指令写入位号
③ 确保在DCS系统内所做修改不影响产线的正常运转
④ 在DCS中实现手动/自动的切换逻辑
⑤ 在DCS控制界面内集成自适应综合控制系统的操作界面
6.2.3 调试工程师
① 将设备相关位号添加至自适应综合控制系统中,并验证采集数据的准确性
② 在系统中根据生产工艺要求和目标进行相应的参数配置
③ 跟踪采集数据以及控制指令,验证控制逻辑是否正常,反馈数据是否准确
④ 调试期间全程值守
⑤ 参与交接班会议,明确告知当值操作人员注意事项,详细讲解智能控制工作原理
⑥ 全程监控自适应综合控制系统实时运行数据,确保其保持在合理范围,并在需要时及时提醒中控室操作员并暂停运行自适应综合控制系统,及时进行异常原因分析和系统参数调整
⑦ 在中控室操作人员手动恢复正常工况,且自适应综合控制系统参数调整完成后,重新启动自适应综合控制系统,并填写智能控制系统启停记录表
6.2.4 注意事项
统筹规划生产与调试之间的矛盾,避免在调试过程中对生产的影响。如无特殊需要,尽量在生产工况稳定的情况下投入系统调试。
合理安排系统调试时间。调试前与中控当值小组充分沟通,调试中实时观察生产运行状态,调试完成后及时总结。
图2 促进流程生产企业综合实力提升
2.1 解决问题
RIDIC system系统从管理和效益层面提升企业综合实力,减少了水泥生产过程中的物料和能源消耗。智能控制系统提升操作理念,使控制方法更科学合理,使操作流程规范化统一化。同时能带来生产平稳性和效能改进,降低关键运行参数的波动,有效提升生产自动化管理水平,提升各环节产品质量稳定性,使企业生产技术达到国内领先水平。
在工艺技术层面,智能控制系统实时监视磨机、各仓仓位的状态,自动识别异常工况并且自动采取措施,最大程度保证智能控制系统可靠稳定运行。RIDIC system追求的最佳工艺实践,让产线一直处于逼近最优工艺环境。系统主要解决以下工艺问题:
A. 实现了对水泥磨的初磨、终磨两个子系统的闭环控制,同时智能调节循环风机两侧工作负荷平衡,充分发了挥辊压机和磨主机各自的能力和潜力,实现台时最大化;
B. 系统对水泥磨高选频率的智能化控制控制,实现了细度达标又不过度粉磨,调节准确而平稳;
C. 系统根据水泥配料配比变化智能分析粉磨难度,及时调整喂料,并时刻监视磨机振动、中间仓仓重、及各提升机电流、选粉机电流等关键参数实现进一步综合纠偏,起到及时调节稳定负荷的作用,从而使初、终磨子系统维持在高效工作状态;
D. 水泥磨智能控制明显改善了水泥磨系统的工况,使风量、料量、辊压机做功达到一个最佳的平衡状态,提高产品细度合格率。据系统投运后测算,水泥磨智能控制系统降低水泥细度的标准偏差下降10%,平均吨水泥电耗降低1.0 kwh/t以上;
E. 水泥磨智能控制明显地改善水泥质量,有效降低水泥45um筛余的标准偏差由0.97降低到0.75,比表合格率为100%;
F. 水泥磨智能控制能够很好地适应公司生产工况。测试期间,正常工况下系统连续不中断运行至少8小时以上,总体投用率在95%以上;
G. 原料磨智能控制系统将大块的石灰石、煤矸石、铁质原料等粉碎,和配料混合之后进入磨机,对生料磨喂料、循环风机拉风和入磨冷热风阀门进行精细控制。原料磨智能控制系统一方面稳定了粗粉内循环料流;另一方面根据配料配比精细调节研磨温度,使磨机效能充分发挥。原料磨智能控制系统根据实际情况计算和设置运行参数,使得这一大量消耗电能的过程平稳运转,并达到降低电耗2%的实际测试效果,工控人员只需要监控异常工况即可;
H. 原料磨智能控制系统实现了
a) 磨机喂料、选粉机、循环风门自动精细化自动调节
b) 磨机负荷、出口温度优化控制
c) 粉磨细度优化控制
d) 投运率≧95%,波动降低20-40%
I. 原料磨智能控制系统相对于手工控制稳定性提升60%;
J. 使用RIDIC智能控制系统后,显著降低了操作员的操作强度,消除了中控操作员忙乱现象,减少误操作。
2.2 助力企业全面升级
6.2 实施角色与分工
6.2.1 中控室操作人员
① 依照公司运行规程及其它相关规定,根据现场情况运行自适应综合控制系统。在自适应综合控制系统投入过程中,监视系统运行情况和相关工艺指标
② 在系统正常工况下,保持自适应综合控制系统运行状态
③ 在已出现或根据趋势判断即将出现异常情况时,联系调试工程师暂时自适应综合控制系统,改为手动调节,直至恢复正常工况
④ 记录停止运行原因
6.2.2 DCS工程师
① 协助确定获取生产数据的位号
② 增加智能控制指令写入位号
③ 确保在DCS系统内所做修改不影响产线的正常运转
④ 在DCS中实现手动/自动的切换逻辑
⑤ 在DCS控制界面内集成自适应综合控制系统的操作界面
6.2.3 调试工程师
① 将设备相关位号添加至自适应综合控制系统中,并验证采集数据的准确性
② 在系统中根据生产工艺要求和目标进行相应的参数配置
③ 跟踪采集数据以及控制指令,验证控制逻辑是否正常,反馈数据是否准确
④ 调试期间全程值守
⑤ 参与交接班会议,明确告知当值操作人员注意事项,详细讲解智能控制工作原理
⑥ 全程监控自适应综合控制系统实时运行数据,确保其保持在合理范围,并在需要时及时提醒中控室操作员并暂停运行自适应综合控制系统,及时进行异常原因分析和系统参数调整
⑦ 在中控室操作人员手动恢复正常工况,且自适应综合控制系统参数调整完成后,重新启动自适应综合控制系统,并填写智能控制系统启停记录表
6.2.4 注意事项
统筹规划生产与调试之间的矛盾,避免在调试过程中对生产的影响。如无特殊需要,尽量在生产工况稳定的情况下投入系统调试。
合理安排系统调试时间。调试前与中控当值小组充分沟通,调试中实时观察生产运行状态,调试完成后及时总结。








 举报
举报



