空间电压矢量脉宽调制原理
在全数字控制的交流伺服驱动系统中,通常采用数字脉宽调制方法来代替传统的模拟脉宽调制。而在众多的脉宽调制技术中,空间电压矢量是一种优化的PWM技术,能明显减小逆变器输出电流的谐波成分及电动机的谐波损耗,降低脉动转矩,且其控制简单,数字化实现方便,电压利用率高,已有取代传统SPWM的趋势。
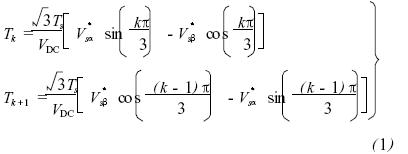
在本文中, Tk 和Tk+1分别为在逆变器相邻两个工作状态Vsk和Vsk+1下的导通时间,表示为
在一个完整的调制周期Ts 内, 除了Tk 和Tk+1的导通时间外, 其余为0 状态时间。 0 状态时间T0 由两个自由轮换状态时间T7 和T8 用等式表示为
T0 =T7+T8 =Ts-Tk-Tk+1 (2)
由于0状态存在于每一个区域内,一般发生在每个调制周期的开始和结束时, 总的0状态时间一般分成两个相同的0状态时间,即
T7 = T8 =T0/2(3)
以便获得对称的空间矢量脉宽调制信号。依据式( 1 ) ~ ( 3 ) 可得到对应电压空间矢量
V*Sref在0
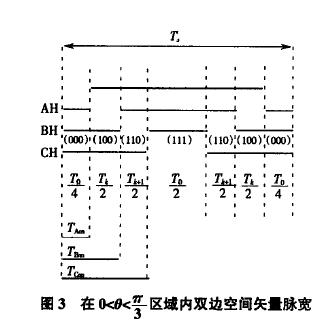
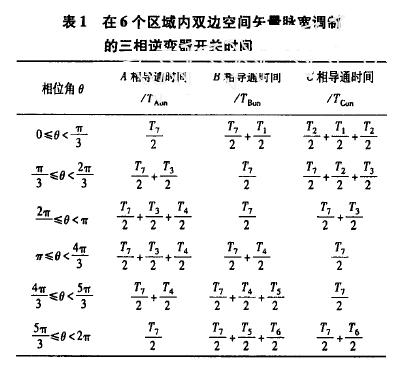
类似的方法可以计算出电压参考信号V*Sref在其他5区域内双边空间矢量脉宽调制的三相逆变器开关时间,如表1所示。
空间电压矢量脉宽调制原理
在全数字控制的交流伺服驱动系统中,通常采用数字脉宽调制方法来代替传统的模拟脉宽调制。而在众多的脉宽调制技术中,空间电压矢量是一种优化的PWM技术,能明显减小逆变器输出电流的谐波成分及电动机的谐波损耗,降低脉动转矩,且其控制简单,数字化实现方便,电压利用率高,已有取代传统SPWM的趋势。
在本文中, Tk 和Tk+1分别为在逆变器相邻两个工作状态Vsk和Vsk+1下的导通时间,表示为
在一个完整的调制周期Ts 内, 除了Tk 和Tk+1的导通时间外, 其余为0 状态时间。 0 状态时间T0 由两个自由轮换状态时间T7 和T8 用等式表示为
T0 =T7+T8 =Ts-Tk-Tk+1 (2)
由于0状态存在于每一个区域内,一般发生在每个调制周期的开始和结束时, 总的0状态时间一般分成两个相同的0状态时间,即
T7 = T8 =T0/2(3)
以便获得对称的空间矢量脉宽调制信号。依据式( 1 ) ~ ( 3 ) 可得到对应电压空间矢量
V*Sref在0
类似的方法可以计算出电压参考信号V*Sref在其他5区域内双边空间矢量脉宽调制的三相逆变器开关时间,如表1所示。

 举报
举报