传感器开发平台
登录
直播中
胡文娅
7年用户
239经验值
私信
关注
CAN总线和人机界面为隧道窑控制系统带来什么功能?
开启该帖子的消息推送
人机界面
CAN
隧道窑是一种连续式窑炉,主要用于陶瓷建材、日用陶瓷等烧制,就其结构而言主要由预热区、高温区、急冷区和缓冷区组成,隧道窑的控制涉及风机的控制、温度的检测、压力的检测,温度的控制、压力的控制以及其它控制。
回帖
(2)
王鹏飞
2020-4-17 11:50:11
1引言
隧道窑是一种连续式窑炉,主要用于陶瓷建材、日用陶瓷等烧制,就其结构而言主要由预热区、高温区、急冷区和缓冷区组成,隧道窑的控制涉及风机的控制、温度的检测、压力的检测,温度的控制、压力的控制以及其它控制。将CAN总线技术应用在隧道窑控制系统,可以很好地满足温度和压力实时控制的要求,系统通信速率高、稳定性强,而工业级人机界面的参与,使得控制系统更加直观化,易于用户使用和操作。下面以河北唐山某陶瓷厂的一条隧道窑为案例,介绍其控制系统的实现过程。
2控制对象
此窑是一条80m长的燃气隧道窑,共有温度检测点20个(K分度12个,S分度8个),其中10个温度点受控,压力检测点2个,10个燃气执行器,10只烧嘴火焰检测,风机有:排烟风机2台(一用一备)、助燃风机2台(一用一备)、急冷风机2台(一用一备)、缓冷风机2台(一用一备)、抽热风机2台(一用一备)、窑头窑尾气幕风机各1台。10点温度控制是通过控制执行器阀位大小,改变燃料注入多少,从而使温度稳定。2点压力控制通过调节排烟风机和急冷风机转速来控制,即通过调节排烟和急冷变频器频率来控制压力。此外还有风机连锁,烧嘴熄火报警及各类故障报警。
3窑炉控制系统的组成
本控制系统由3台嵌入式PLC(EASY-M2416R)、2台CAN-AD1216、1台CAN-AD1208、1台CAN-DA1208等部分组成。其中,嵌入式PLC用于逻辑开关量的控制,PID运算,以及通过CAN总线与下级的模块进行通讯;温度采集模块CAN-AD1216用来完成20点温度模拟量的采集;压力采集模块CAN-AD1208用来采集2点压力信号;模拟量输出模块CAN-DA1208用来控制风机变频器。
下面为系统框架图:
作为本系统的控制核心嵌入式PLC Easy-AD1216,下层网络采用CAN总线来进行通讯,对上分别用RS0口与HMI(人机界面),RS1口与计算机进行通讯。其特点如下:
3.1 有比较强大的通讯功能:
一路CAN总线接口在应用层作了标准规划,凡遵循该标准的CAN总线设备,可以通过CANSET软件设置CAN网络配置文件,下载固化到EASY-M2416R中,就可以把该设备映射到CAN网络中。CAN总线由于具有良好的实时性、可靠性、抗干扰能力及检错能力,所以在一些条件比较苛刻的场合里广泛应用。
另外,串行口 RS0可用于梯形图程序及上位机的监控,还可以与人机界面通讯;串行口RS1可用于下载CANSET软件生成的CAN网络配置文件,还可以通过RS485网络连接第三方设备,如PC、三菱PLC。由于各个网络都是独立的,同个PLC在连接多个模式的网络也不会受影响。
3.2有和三菱相当的运算速度和几乎完全兼容的开发环境:
经过测试,基本指令的运算速度在0.5u/步以下,和三菱FX2系列的PLC相当,这对于控制要求不是很高的用户来说已是足够了。它的梯形图以及指令和三菱PLC的也是完全兼容,并且都能在三菱编程软件里很好的运行。这对于使用过三菱PLC的用户来说减轻了很多的困难。
3.3独立开发的CAN总线互联CANSET软件:
CANSET软件能很轻松方便的完成通讯设置。设置内容包括:网络设备总数、网络设备地址、网络通讯数据的内容、网络数据通讯速度等。它还能根据用户的需要,灵活设置每个设备的任务级别,以保证网络资源的合理分配。处于下层网络的AD和DA,以及Easy-M2416R设备,遵循CANBUS协议的接口,能很方便地连入CAN总线网络中,成为系统的一部分。
1引言
隧道窑是一种连续式窑炉,主要用于陶瓷建材、日用陶瓷等烧制,就其结构而言主要由预热区、高温区、急冷区和缓冷区组成,隧道窑的控制涉及风机的控制、温度的检测、压力的检测,温度的控制、压力的控制以及其它控制。将CAN总线技术应用在隧道窑控制系统,可以很好地满足温度和压力实时控制的要求,系统通信速率高、稳定性强,而工业级人机界面的参与,使得控制系统更加直观化,易于用户使用和操作。下面以河北唐山某陶瓷厂的一条隧道窑为案例,介绍其控制系统的实现过程。
2控制对象
此窑是一条80m长的燃气隧道窑,共有温度检测点20个(K分度12个,S分度8个),其中10个温度点受控,压力检测点2个,10个燃气执行器,10只烧嘴火焰检测,风机有:排烟风机2台(一用一备)、助燃风机2台(一用一备)、急冷风机2台(一用一备)、缓冷风机2台(一用一备)、抽热风机2台(一用一备)、窑头窑尾气幕风机各1台。10点温度控制是通过控制执行器阀位大小,改变燃料注入多少,从而使温度稳定。2点压力控制通过调节排烟风机和急冷风机转速来控制,即通过调节排烟和急冷变频器频率来控制压力。此外还有风机连锁,烧嘴熄火报警及各类故障报警。
3窑炉控制系统的组成
本控制系统由3台嵌入式PLC(EASY-M2416R)、2台CAN-AD1216、1台CAN-AD1208、1台CAN-DA1208等部分组成。其中,嵌入式PLC用于逻辑开关量的控制,PID运算,以及通过CAN总线与下级的模块进行通讯;温度采集模块CAN-AD1216用来完成20点温度模拟量的采集;压力采集模块CAN-AD1208用来采集2点压力信号;模拟量输出模块CAN-DA1208用来控制风机变频器。
下面为系统框架图:
作为本系统的控制核心嵌入式PLC Easy-AD1216,下层网络采用CAN总线来进行通讯,对上分别用RS0口与HMI(人机界面),RS1口与计算机进行通讯。其特点如下:
3.1 有比较强大的通讯功能:
一路CAN总线接口在应用层作了标准规划,凡遵循该标准的CAN总线设备,可以通过CANSET软件设置CAN网络配置文件,下载固化到EASY-M2416R中,就可以把该设备映射到CAN网络中。CAN总线由于具有良好的实时性、可靠性、抗干扰能力及检错能力,所以在一些条件比较苛刻的场合里广泛应用。
另外,串行口 RS0可用于梯形图程序及上位机的监控,还可以与人机界面通讯;串行口RS1可用于下载CANSET软件生成的CAN网络配置文件,还可以通过RS485网络连接第三方设备,如PC、三菱PLC。由于各个网络都是独立的,同个PLC在连接多个模式的网络也不会受影响。
3.2有和三菱相当的运算速度和几乎完全兼容的开发环境:
经过测试,基本指令的运算速度在0.5u/步以下,和三菱FX2系列的PLC相当,这对于控制要求不是很高的用户来说已是足够了。它的梯形图以及指令和三菱PLC的也是完全兼容,并且都能在三菱编程软件里很好的运行。这对于使用过三菱PLC的用户来说减轻了很多的困难。
3.3独立开发的CAN总线互联CANSET软件:
CANSET软件能很轻松方便的完成通讯设置。设置内容包括:网络设备总数、网络设备地址、网络通讯数据的内容、网络数据通讯速度等。它还能根据用户的需要,灵活设置每个设备的任务级别,以保证网络资源的合理分配。处于下层网络的AD和DA,以及Easy-M2416R设备,遵循CANBUS协议的接口,能很方便地连入CAN总线网络中,成为系统的一部分。
举报
孔朱磊
2020-4-17 11:50:13
4系统功能的实现
4.1所有的逻辑控制和PID控制都由Easy-M2416R完成,在CAN总线网络中三台PLC中任选一台作为主站,这里选Easy-M2416R-1作其主站。它通过CAN总线与下层网络的每个设备进行通讯,两个设备之间的通讯也必须由主站来完成。同时它又作为从站与PC(上位机)和HMI(人机界面)进行通讯。
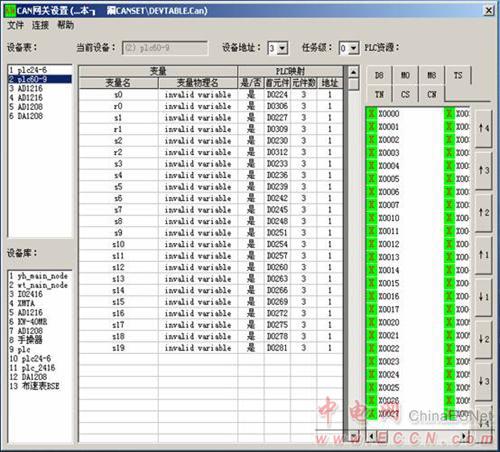
4.2整个CAN总线网络互联也全由CANSET软件来实现,它是图形化界面的软件,设置起来十分简便,并且在PLC的梯形图中除了地址和主从站外无需再对其他相关内容进行设置,在一定程度上简化了程序设计的工作量。下图是在CANSET下设置的本系统CAN网络配置:
4.3系统具有很好的扩展性和可维护性,在工作环境改变时,可灵活增添或减少设备。实现起来也只需在CANSET软件中来设置即可,不用考虑其他事项,这为系统的不断完善和升级换代奠定了很好的基础。
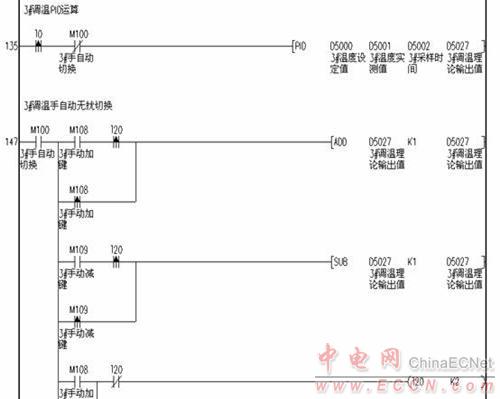
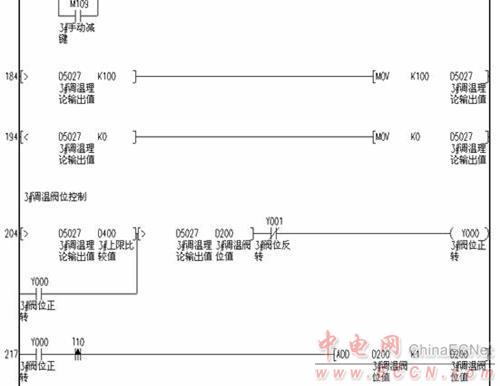
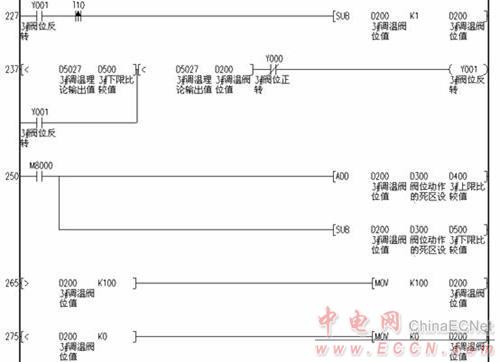
4.4系统工作流程:下层网络的AD1216、AD1208设备把采集上来的温度和压力信号转化为数据信号上传到Easy-M2416R-1;通过PID运算,控制各个执行器的正反转和DA的输入值,从而控制窑炉的各段温度和压力;另外在逻辑控制上完成各个风机和电磁阀的控制。下面是其中一路执行器正反转控制的梯形图程序:
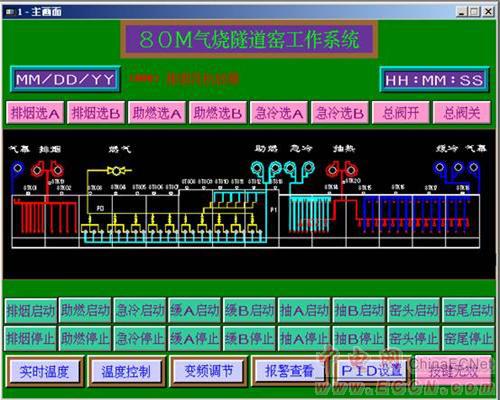
4.5人机界面通过串口RS0与EASY-M2416R-1连接,实现整个系统运行监控,其画面包含:现场模拟图、风机状态指示、温度压力显示、各种参数设置、变频调节、实时温度曲线图、设定温度曲线图以及报警信息。下面是本系统的主画面:
5结束语
由于嵌入式PLC EASY-M2416R兼有CAN总线接口和与三菱相同的数据链协议接口、编程环境等特色,因此它既能很好的构建以CAN总线为下层网络,又能构建以RS485和RS232总线为上层网络的系统。将它应用在隧道窑炉系统,既可以满足底层的控制又可以满足上层的监控,尤其是CAN总线的应用,使它的实时性、灵活性、组网方便性以及可维护性得到很好的保证
4系统功能的实现
4.1所有的逻辑控制和PID控制都由Easy-M2416R完成,在CAN总线网络中三台PLC中任选一台作为主站,这里选Easy-M2416R-1作其主站。它通过CAN总线与下层网络的每个设备进行通讯,两个设备之间的通讯也必须由主站来完成。同时它又作为从站与PC(上位机)和HMI(人机界面)进行通讯。
4.2整个CAN总线网络互联也全由CANSET软件来实现,它是图形化界面的软件,设置起来十分简便,并且在PLC的梯形图中除了地址和主从站外无需再对其他相关内容进行设置,在一定程度上简化了程序设计的工作量。下图是在CANSET下设置的本系统CAN网络配置:
4.3系统具有很好的扩展性和可维护性,在工作环境改变时,可灵活增添或减少设备。实现起来也只需在CANSET软件中来设置即可,不用考虑其他事项,这为系统的不断完善和升级换代奠定了很好的基础。
4.4系统工作流程:下层网络的AD1216、AD1208设备把采集上来的温度和压力信号转化为数据信号上传到Easy-M2416R-1;通过PID运算,控制各个执行器的正反转和DA的输入值,从而控制窑炉的各段温度和压力;另外在逻辑控制上完成各个风机和电磁阀的控制。下面是其中一路执行器正反转控制的梯形图程序:
4.5人机界面通过串口RS0与EASY-M2416R-1连接,实现整个系统运行监控,其画面包含:现场模拟图、风机状态指示、温度压力显示、各种参数设置、变频调节、实时温度曲线图、设定温度曲线图以及报警信息。下面是本系统的主画面:
5结束语
由于嵌入式PLC EASY-M2416R兼有CAN总线接口和与三菱相同的数据链协议接口、编程环境等特色,因此它既能很好的构建以CAN总线为下层网络,又能构建以RS485和RS232总线为上层网络的系统。将它应用在隧道窑炉系统,既可以满足底层的控制又可以满足上层的监控,尤其是CAN总线的应用,使它的实时性、灵活性、组网方便性以及可维护性得到很好的保证
举报
更多回帖
rotate(-90deg);
回复
相关问答
人机界面
CAN
采用科威EASY系列PLC开发出的高可靠性/高性价比的
隧道窑
控制系统
2020-12-25
2705
西门子
人机界面
(HMI)和plc
人机界面
系统
的区别在哪?
2021-07-02
2157
人机界面
具备哪些
功能
2020-06-22
4017
西门子
人机界面
(HMI)和plc
人机界面
的区别在哪
2021-09-08
4432
人机界面
的发展怎么样?
2019-10-15
1548
高速工业绣花机
人机界面
的设计过程是怎么样的?
2019-11-11
2519
人机界面
的
功能
是什么?
2019-11-01
3456
详解
人机界面
装置
2019-07-19
1500
以太网通讯
人机界面
工业触摸屏有哪些
功能
2021-09-26
1427
基于高分辨率触摸
功能
的
人机界面
的小家电应用
2019-07-16
1941
发帖
登录/注册
20万+
工程师都在用,
免费
PCB检查工具
无需安装、支持浏览器和手机在线查看、实时共享
查看
点击登录
登录更多精彩功能!
首页
论坛版块
小组
免费开发板试用
ebook
直播
搜索
登录
×
20
完善资料,
赚取积分


 举报
举报