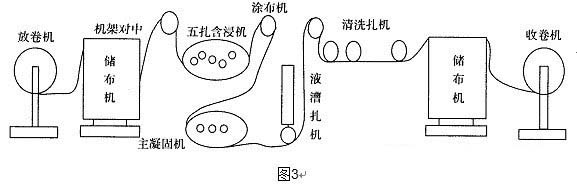
近来,由于环保意识与动物保护主义盛行,优质人造皮革在国际市场上受到了广泛的欢迎。因此制革机械近几年来得到了新的发展。尤其是湿法皮革生产线,为提高系统的精度和可靠性,目前大多厂商放弃以同步控制器,温度控制仪为主的传统实现方式。转而纷纷进入PLC 加触摸屏方式,或工控机加PLC 控制方式的格局。该生产线有100 - 150M 的长度。同时存在60 - 70 模拟信号。
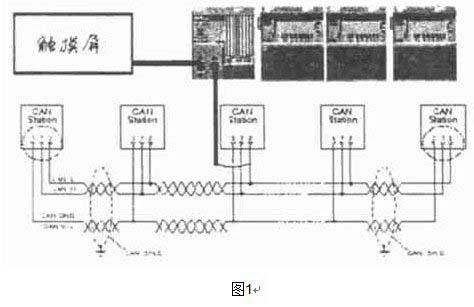
因此为了降低成本,增加系统的可靠性。我们采用了PCC(计算机控制中心) ,加CAN 总线分布采集模块,触摸屏构成湿法皮革生产线的自动控制系统。



 举报
举报
 举报
举报
更多回帖


