2.控制系统的解决方案
针对客户工作机械的要求,经过综合分析E60数控系统的功能决定采用以下解决方案:
(1)将“放卷变频器”作为数控系统的模拟主轴。E60数控系统自带一“模拟输出”接口,可以控制变频主轴。这样可以在加工程序中直接发出主轴运行S指令设定变频主轴的转速。E60系统在手动方式下也可以发出S指令。
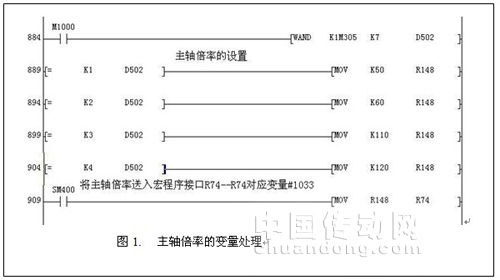
(2)在程序中发出S指令后,还可以通过操作面板上的旋钮调节主轴速度,调节的精度可以通过PLC程序预先设定。
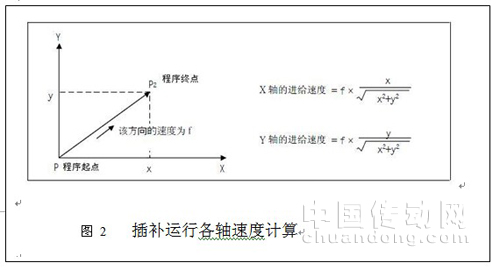
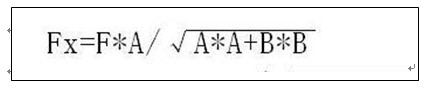
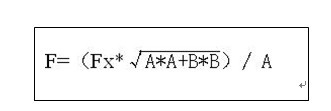
(3)主轴S指令通过变量进行设置。插补轴的运行速度也通过变量计算。通过变量计算使主轴运行速度与定长控制轴的速度相等。这可以满足工作机械的主要要求。
(4)定长长度,点印头个数也设置为变量。满足客户可以随时修改这些数值的要求。
(5)将所有这些变量计算编制为宏程序。在主程序运行时调用宏程序以满足运行要求。
2.控制系统的解决方案
针对客户工作机械的要求,经过综合分析E60数控系统的功能决定采用以下解决方案:
(1)将“放卷变频器”作为数控系统的模拟主轴。E60数控系统自带一“模拟输出”接口,可以控制变频主轴。这样可以在加工程序中直接发出主轴运行S指令设定变频主轴的转速。E60系统在手动方式下也可以发出S指令。
(2)在程序中发出S指令后,还可以通过操作面板上的旋钮调节主轴速度,调节的精度可以通过PLC程序预先设定。
(3)主轴S指令通过变量进行设置。插补轴的运行速度也通过变量计算。通过变量计算使主轴运行速度与定长控制轴的速度相等。这可以满足工作机械的主要要求。
(4)定长长度,点印头个数也设置为变量。满足客户可以随时修改这些数值的要求。
(5)将所有这些变量计算编制为宏程序。在主程序运行时调用宏程序以满足运行要求。

 举报
举报