微波
电路的制作一般可分三个阶段:微波器件制作、基板微带线制作并组成功能块、与金属基座连接组成微波电路。微波电路由于作用频率高,其接地要求特别高、接地包括功能块基片接地与功能块与金属基座的接地连接。特别是后者,惯用螺钉连接,由于连接间的空隙,导致功能块间的串扰(一般≥0.5dB),插入损耗增加(一般≥1.4dB),同时也带来了附加电容与振荡。L波段以上电路已无法获得稳定的电路参数,可靠性低。
目前国外已普遍使用钎接方法来实行“大面积钎接”。国内也开始摸索和使用。大面积钎接的主要难点在于金属与陶瓷材料的物理、化学性能差异太大,易造成陶瓷开裂、不良接头、变形等。芯片与微带线互连的长度、拱度,微带线制作的精度等同样是影响微波性能的要素。本文主要介绍笔者与同仁们在这方面的研究成果。

 接地通孔设计
接地通孔设计 空心铆钉
空心铆钉 图2 包边接地示意图
图2 包边接地示意图
 举报
举报
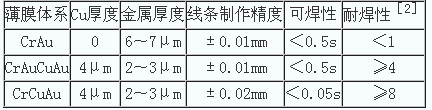 表1 不同薄膜体系的工艺性能状况
表1 不同薄膜体系的工艺性能状况 图3 试样示意图
图3 试样示意图 图4 板厚比与po的关系
图4 板厚比与po的关系 图5 界面应力分布
图5 界面应力分布 图6 典型温度曲线(Sn-Pb钎料)
图6 典型温度曲线(Sn-Pb钎料)


