电力电子技术
登录
直播中
张昂笙
7年用户
1001经验值
私信
关注
倒装晶片的组装的助焊剂工艺
晶片
助焊剂
助焊剂工艺在倒装晶片装配工艺中非常重要。助焊剂不仅要在焊接过程中提供其化学性能以驱除氧化物和油污 ,润湿焊接面,提高可焊性,同时需要起到黏接剂的作用。在
元件
贴装过程中和回流焊接之前黏住元件,使其固 定在基板的贴装位置上。此类阻焊剂相比于其他普通的助焊剂有更高的黏度,它需要提供足够的黏力来保证晶片 在传输过程中及回流焊接炉中不发生移动。
我们之所以选择助焊剂而非锡膏,是因为超细间距的锡膏印刷会有很大的“桥连”风险;同时考虑到混合装配 工艺的兼容性,免洗型助焊剂是一个比较好的替代方案。
如何选择合适的助焊剂及其量的控制是该工艺的关键。不同的助焊剂的润湿能力,黏度及与其他材料的兼容性 会不一样。助焊剂量的多少会影响到焊接完成后其在基板上的残留量,而助焊剂的残留量会影响后面的底部填充 工艺及产品的长期可靠性。由于晶片与基板之间的间隙非常小,要清除晶片底下残留的助焊剂非常困难,所以, 需要选择低残留免清洗的助焊剂。
(l)助焊剂的黏性和应用方式
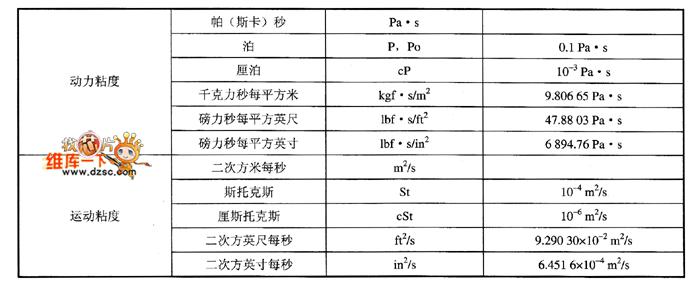
助焊剂是非牛顿流体,它的黏度会随环境温度、剪切应力及剪切速度而变化。黏度的国际单位为帕斯卡·秒( Pa·s),常见的单位有泊(P)、厘泊(cP)、斯托克斯(St)、厘斯托克斯(cSt)等,它们的换算关系如表1 所示。助焊剂的应用方式一般有喷涂、针传输、利用各种阀点涂、浸蘸和刷涂、应用方式和黏度相关,一般适合 浸蘸的助焊剂的黏度在4 000~10 000 cP,I/0数多及大的晶片要求助焊剂的黏度要低些,或者这时需要特殊的 吸嘴夹持。而采用点涂或喷涂方式的助焊剂黏度较之要低,因其含固体成分的百分比要低,所以回流焊接后焊点 周围的助焊剂残留量要少。一些助焊剂的特性及应用方式如表2所示。
表1 黏度单位换算关系
表2 一些助焊剂特性及应用方式
(2)助焊剂的润湿能力
助焊剂必须有足够的润湿能力保证可焊性。不同的助焊剂润湿能力不太一样,受影响于其活性、回流焊接的环 境、焊接材料、焊盘的表面处理方式、焊接表面的氧化程度和焊接面的大小。有的助焊剂只能适合在惰性环境里 焊接,雨有些助焊剂既可以应用在空气环境中,又可以应用在惰性焊接环境中。
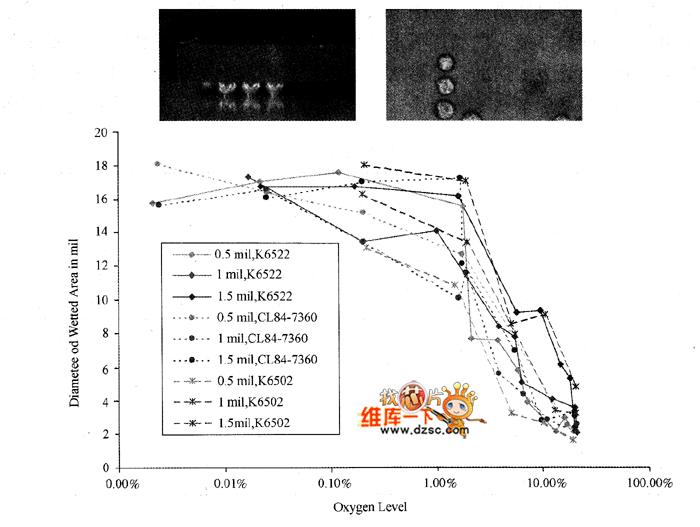
我们可以通过实验来评估助焊剂的润湿能力。将蘸有助焊剂的元件贴在氧化程度不一样的铜板上,回流焊接后 ,量测焊料在铜板上铺开的面积就可以评估不同助焊剂的润湿能力了。在铜板上焊料铺开面积越大,说明可焊性 越好。
不同的助焊剂,不同厚度和不同的焊盘氧化程度,润湿能力的测试如图1所示。需要注意的是:如上所述,可 焊性会受回流焊接环境和焊盘表面处理等因素的影响,此测试方法可以为我们提供一种参考。
图1 不同厚度的几种助焊剂对不同氧化程度焊盘润湿能力
在实际生产条件下,SnPb焊球蘸取Mul
ti
core MP200,KesterTAC23几种助焊剂,在空气回流焊接环境中获得了 比较好的焊接效果,如图2所示.
图2 焊接效果图
我们来比较在氮气回流环境和空气中回流焊接的效果。同样采用SnPb元件,焊接在OSP表面处理的焊盘上,结果 是惰性回流环境中焊接效果要好,锡铅的焊接性能比无铅焊好,尤其是在无铅焊接工艺中,必须要使用氮气焊接 环境,并且控制氧气浓度在50 PPM。如图3所示。
图3 焊接性能比较
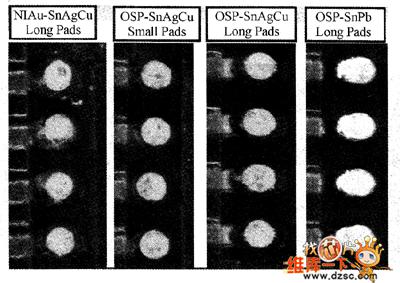
在采用不同表面处理方式的焊盘上的焊接性能也会不一样,镍金(Ni/Au)焊盘和浸银(ImmAg)焊盘可焊性要 比OSP的焊盘好;较小的焊盘相对大的焊盘其可焊性或助焊剂在其表面的润湿能力要强。如图4和图5所示。
图4 SnPb焊球焊接在OSP与Ni/Au焊盘上,氮气回流环境
图5 SnPb焊球焊接在OSP与Ni/Au焊盘上,氮气回流环境
(3)助焊剂浸蘸工艺控制
我们需要控制助焊剂薄膜的厚度和浸蘸的过程。由于元件焊球的大小差异,需要设置恰当的薄膜厚度,以保证 所有的焊球都需要蘸到足够的助焊剂量。蘸的助焊剂太少,则元件在基板上的保持力不够,容易在传输过程中移 动;如果蘸的量太多,则回流焊接完之后助焊剂残留会过多,影响后面的底部填充和产品的可靠性,有时会出现 助焊剂短路,这对于后面的热操作是不安全的c同时,薄膜厚度过厚,元件在浸蘸过程中可能会被粘在助焊剂里 。那么,多厚的助焊剂算是恰当的厚度呢?要求助焊剂薄膜的实际厚度是焊球高度的一半左右。一般量测的实际 厚度为设定的理论厚度的40%可以接受,但是薄膜厚度必须均匀稳定。如图6所示。
图6 助焊剂浸蘸工艺控制
浸蘸过程中需要控制的参数有:往下浸蘸的加速度、压力、停留时间、浸蘸完成后往上加速度,以及助焊剂应 用单元活动部分来回运动的频率。当然,这些参数和所选用的助焊剂特性有关。贴片头拾取元件在往下浸蘸过程 中要减速,避免对元件的冲击而导致晶片破裂或焊球变形。浸蘸时的压力要小于500 g,太大的压力会将元件压 碎或导致焊球变形。元件下到底后停留的时间与助焊剂的特性相关,助焊剂通过毛细作用会爬上焊球。停留时间 太长,元件会被助焊剂粘住而取不起来。浸蘸压力过大或时间过长都会导致助焊剂过量,图7所示是助焊剂过多 ,焊接后助焊剂仍残留在元件和基板上。如果浸蘸完后往上的加速度太大,也会有冲击,导致元件会被粘在助焊 剂中。适当调节助焊剂应用单元活动部分的往复频率,以及时补充助焊剂。一般助焊剂在温度25℃相对湿度85% 的工作条件下其工作寿命是8h,超出8 h需要更换新的助焊剂。如图7所示。
图7 助焊剂残留过多
欢迎转载,信息维库
电子
市场网(
www.dzsc.com
)
:
更多回帖
rotate(-90deg);
回复
相关帖子
晶片
助焊剂
倒装
晶片
装配对
助焊剂
应用单元的要求
2270
倒装
晶片
装配对
助焊剂
应用单元的要求
314
倒装
晶片
的
组装工艺
流程
4467
倒装
晶片
的
组装工艺
流程
802
环氧
助焊剂
助力
倒装
芯片封装
工艺
652
倒装
晶片
的
组装
基板的设计及制造
2291
使用粘性
助焊剂
的CSP与
倒装
芯片装配
1130
倒装
晶片
的
组装
的回流焊接
工艺
2586
倒装
晶片
的
组装
的回流焊接
工艺
1068
倒装
晶片
的贴装
工艺
控制
1897
发帖
登录/注册
20万+
工程师都在用,
免费
PCB检查工具
无需安装、支持浏览器和手机在线查看、实时共享
查看
点击登录
登录更多精彩功能!
首页
论坛版块
小组
免费开发板试用
ebook
直播
搜索
登录
×
20
完善资料,
赚取积分