印制板 覆铜
(接上期) 图1 交互式布线
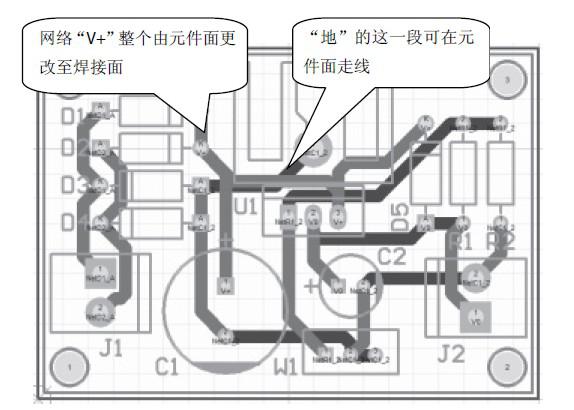
图2 手动修改布线
图3 交互式布线会话框
图4 人工修改结果
元件 面,这带来一个问题。前面讲到过,散热器是“接地”的,导线铜箔压在下面,虽说有阻焊膜保护,但极易破损造成短路。类似的走线绝对禁止。而从散热器固定用焊盘引出的接地导线,从元件面走线就不会造成任何问题。图5 手动修改的主要内容
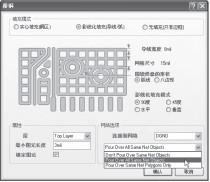
图6 设置单面禁布区后自动布线结果
电路 板在焊接、组装的过程中,难免会有轻度弯折或者焊接时的温度变化引起的膨胀收缩。这种情况下,“T”接的最大问题在于应力集中造成连接处断裂(这里不讨论高速电路的响应或平衡驱动等问题)。笔者曾遇到过某品牌电视机由于在印制板铜箔上铆装插针,应力集中导致数毫米宽的铜箔产生隐裂。PCB 规则和约束编辑器中,选择走线转角设置 (Routi ng Corners),如图9,选择“45 Degrees”, 并可设定呈45°转角的导线段长度。如果是高频设计,可能会选择第三项圆弧。图7 对“T”接的改进
图8 导线转弯处的处理
单片机 的数据线、地址线等)常用的宽度为12mil,过孔常选用默认值,即外径50mil, 内径28mil。尺寸较大, 加工容易,很多小作坊都能做得比较好。密度较高的设计,普通导线宽度可采用7mil,这时过孔尺寸也取较小的值。建议外径可取40mil,内孔径可取20mil,更小就对生产厂(尤其是小厂)的加工能力提出较苛刻的要求了。图9 设计规则,导线转角
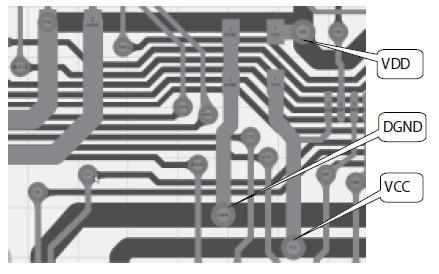
通信 号传输线,有效信息主要是“电平”(当然也有驱动问题),电流很小,如图10 中鼠标指针所指处的数据线D1,使用较小的过孔即可。对于电源 线或接地,一个方面是载流能力的需求,另一方面是尽量减小等效阻抗,所以导线宽度要比较大,过孔尺寸也要大一些,而且最好是在焊接时填锡,如图10 中的VDD、VCC、DGND 都使用了较大的过孔。还有一个常用方法,就是使用多个过孔,尤其是电流较大时可以有效分流,提高了可靠性,如图11 所示。图10 走线中的过孔
图11 使用多个过孔,增大载流能力
protel 2004 设计软件称之为“泪滴焊盘”。如图13 所示在印制板设计界面,在主菜单选择“工具”按钮,下拉选项中选择“泪滴焊盘”,即弹出如图14 的“泪滴选项”对话框,默认设置是对全部焊盘和过孔进行操作,可以是添加,也可以是对已有泪滴予以取消。泪滴的形状可以是圆弧状,也可以是直线段形状,分别见图15(a)和(b)。由图可见直线型泪滴过渡效果不如圆弧形。图12 从大焊盘出线
图13 主菜单-工具-泪滴焊盘
图14 泪滴选项对话框
图15 两种泪滴焊盘
图16 保证间隙约束
图17 强制点泪滴
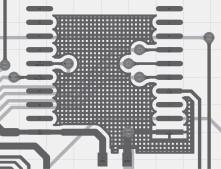
图18 覆铜实例
图19 主菜单-放置-覆铜
图20 覆铜设置对话框
图21 扩大间隙设置后的覆铜
更多回帖