电力电子技术
登录
直播中
李响
7年用户
171经验值
私信
关注
0201/01005元件贴装的贴片过程控制
贴片
基板
元件
在贴片过程中,关键控制因素有基板平整的支撑、真空关闭转为吹气的控制、贴片压力的控制,以及贴片的精 度和稳定性。
基板进入贴片机后,传输导轨将基板两边夹住,同时支撑平台上升,将板支撑住并继续上升到贴片高度。在此 过程中,由于外力的作用,容易导致基板变形,加上基板来料可能存在的变形,会严重影响贴片的质量。对基板 平整的支撑变得非常重要。薄型基板的应用,更容易出现“弹簧床”效应。薄板随着贴片头的下压而下凹,并随 着贴片压力的消失而恢复变形,这样反复,造成
元件
在基板上移动,而出现贴片缺陷。所以,在支撑平台上需要 安排支撑装置,保证基板在贴片过程中平整稳定。这种装置可以采用真空将基板吸住,也可采用具有吸能作用的 特殊橡胶顶针,以消除在贴片过程中的震动并保证基板平整。如图1和图2所示支撑装置。这类装置非常客户化, 需要根据不同应用来设计相应的支撑结构,确保有效地平整支撑,并使平台在上升和下降过程中稳定顺畅,而且可控。
贴片头将元件拾取后,照相机对元件对中照相,贴片头在将元件移至
PCB
贴片位置上方。贴片头Z轴加速下降到 贴片高度,这时Z轴继续减速下降,同时轴内真空关闭,转化为吹气。元件接触到PCB上的锡膏,贴片轴感应到设 定的压力后上升并移开,完成单个元件的贴片过程。在这个过程中,真空的灵敏快速切换和吹气的时间和强度控 制很关键。真空关闭太慢,吹气动作也会延迟,在贴片轴上升过程中会将元件带走,或导致元件偏移。同时,如 果在元件被压至最低点时吹气,容易将锡膏吹散,回流焊接之后出现锡珠等焊接缺陷。真空关闭太快,吹气动作也会提前,有可能元件还未接触到锡膏便被吹飞,导致锡膏被吹散,吸嘴被锡膏污 染。灵敏的真空切换可以在5 ms内在50 mm的轴内完成。
图1 具有吸能作用的特殊橡胶支撑装置 图2 可以产生真空的支撑装置
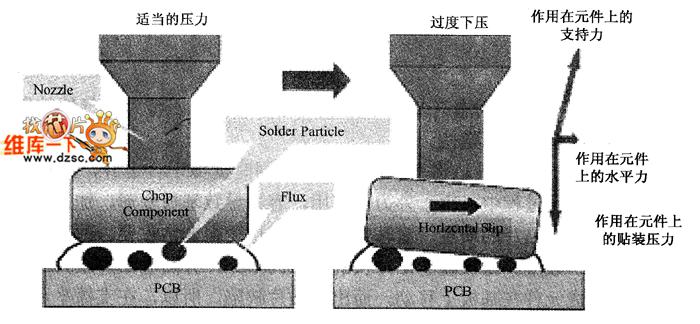
贴片压力是另一序言控制的关键因素。贴片压力控制不当,会导致元件损坏,锡膏压塌,元件下出现锡珠,还 有可能导致元件位置偏移。贴装0201和01005元件合适的压力范围为150~300 g。对于基板变形的情况,对应压 力的变化,贴片轴必须能够感应小到25.4μm的变形以补偿基板变形。
过大的压力会导致在下压过程中元件上出现一个水平力,雨使元件产生滑动偏移,如图3所示。
图3 过多下压导致元件偏移
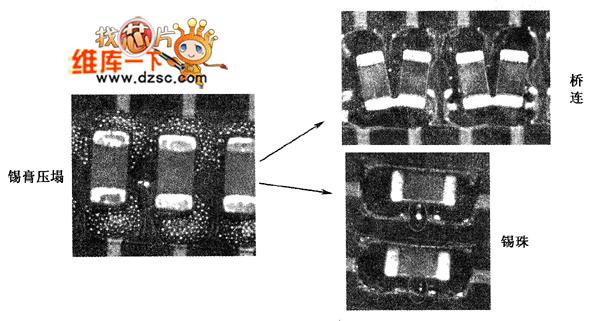
过大的压力会将元件底部的锡膏挤开,形成锡珠,或导致相邻元件短路,如图4所
图4 0201元件,过大的压力导致锡珠和桥连
更多回帖
rotate(-90deg);
回复
相关帖子
贴片
基板
元件
0201
/
01005
元件
贴
装
元件
的影像对中
680
0201
/
01005
元件
贴
装
的取料
1954
0201
/
01005
元件
贴
装
的
贴片
机的定位系统
1802
0201
/
01005
元件
贴
装
确定
元件
的中心的方式
1359
贴片
精度
0201
/
01005
元件
装配与
贴片
精度的关系
6287
01005
元件
装配设计
3238
01005
元件
印刷钢网的设计
2192
0201
贴片
元件
的
贴
装
技术要点及注意事项
7987
对
01005
元件
装配的建议
2057
0201
、
01005
的
贴
装
特点及问题解决方法
15975
发帖
登录/注册
20万+
工程师都在用,
免费
PCB检查工具
无需安装、支持浏览器和手机在线查看、实时共享
查看
点击登录
登录更多精彩功能!
首页
论坛版块
小组
免费开发板试用
ebook
直播
搜索
登录
×
20
完善资料,
赚取积分