电力电子技术
登录
直播中
王敏
7年用户
1456经验值
私信
关注
0201/01005元件贴装的取料
贴装
准确的取料是成功实现贴装的第一步,在此过程中,影响正确取料的因素有元器件之间的差异、包装的误差、 送料器的精度、贴片机驱动定位系统的误差、贴片头Z轴方向的压力控制、吸嘴材料和设计,以及在取料过程中 对静电的控制。
由于细小
元件
之问的细小差异会对取料和贴片过程产生显著的影响,要求贴片头在此过程中能白动感应其变化 并采取相应的补偿措施,以消除对元件高度和厚度等的敏感性。采用的方法是在贴片头上安排压力感应器,防止 过大的压力在此过程中将元件压碎或取不到料。比较好的贴片机的贴片头z轴分辨率可达1μm,压力感应器叮以 感应到24μm的变形。
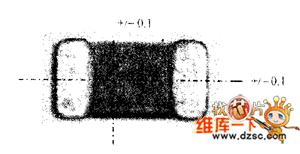
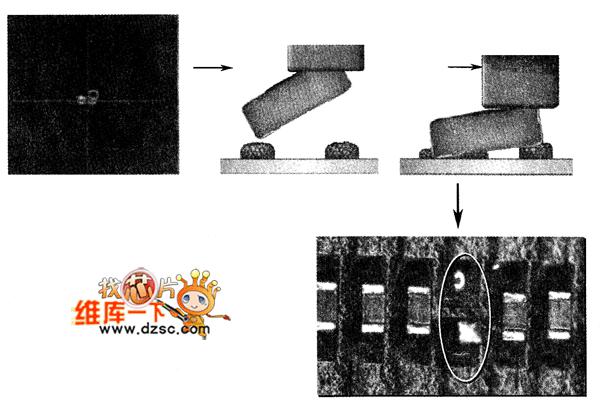
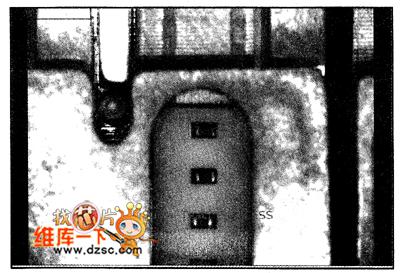
传统的机械式送料器已不能满足日益变小的元件刈于高精度的要求。细小元件要求精度更高的电动机驱动的电 子送料器,并要求其有良好的抗静电效果。送料器安装在贴片机上,在它们之问会存在间隙和位置误艿,这种误 差很小,在贴装较大器件如0603/0805等,完全可以被忽略。但是对于细小的0201和01005而言,其影响会很大。 在拾取0201/01005这类元件时,很难同时取4颗或7颗元件。原因在于此;另外还有元件包装的误差。所以单颗拾 取0201或01005比较稳妥,可以保证取料的可靠性。理想的取料位置在元件的中心区域,如图1、图2和图3所示。 如果取料位置超出元件上最佳的取料区域,可能会导致贴片缺陷,如偏移和立碑等c同时囚为板上元件安排很密 。可能会使吸嘴干涉其他元件。
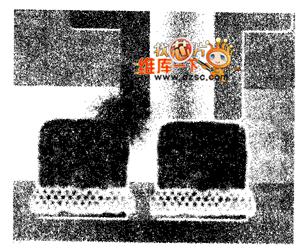
图1 0201元件最佳目标取料位置 图2 取料偏差导致吸嘴和其他元件干涉
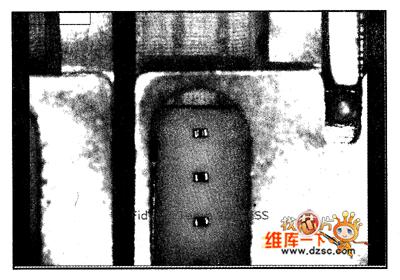
为了消除包装和送刈·器等带来的误差,保证取料的一致性,需要贴片机在取料过程中具有动态的自动矫正取 料位置能力。在生产过程中,需要换线和换料,并且每只送料器的状态也不一样,所以元件最佳的取料位置也会 变化。机器需要在此过程中敏感地捕捉到这种变化,并自动的找准调整吸料位置,保证吸料的准确性和可靠性。 图4和图5所示为某一机器在拾取0201和0402元件过程中,自动调整取料的最佳位置。
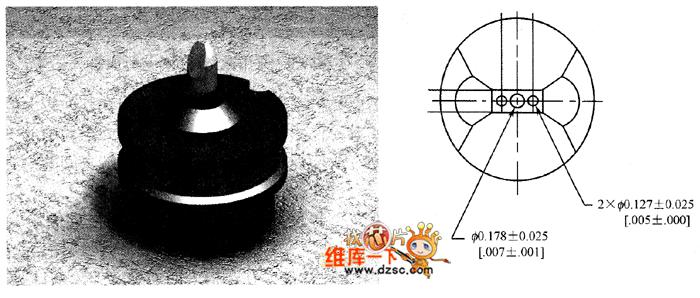
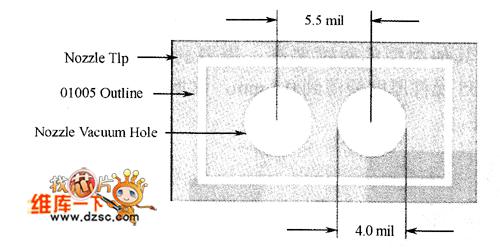
贴装0201和01005元件需要更细的吸嘴(如图6和图7所示),同时为了防止静电损坏元件及在取料过程中带走 其他元件,细嘴的材料需要抗静电,所以要选用ESD材料。为了尽量降低吸料过程中元件侧立,保证足够的真空 和元件被吸起之后的平衡,在吸嘴头部需要设计2个或3个孔。考虑到贴装密度小于0.25 mm的情况,吸嘴头部要 足够的细,它上面的孔也会比较细。对0201的吸嘴而言,最小的孔径会达0.127 mm,而01005元件的吸嘴更细,达0.1 mm。这不仅给制造带来了难度,也需提高这些吸嘴的清洁保养频度。对吸嘴的清洁保养的要求比其 他类型的吸嘴要高,需要利用清洁溶剂和超声波来清洁。由于0201/01005很薄,01005元件厚度便薄到0.1 mm, 这增加了细嘴与锡膏接触的机会。增加清洁保养的频度成为必要。
图3 因吸料偏差导致立碑或侧立
图4 对0201元件吸料位置自动矫正
图5 对0402元件吸料位置自动矫正
图6 某机型0201的吸嘴
图7 某机型01005的吸嘴
更多回帖
rotate(-90deg);
回复
相关帖子
贴装
0201
/
01005
元件
贴
装
元件
的影像对中
682
0201
/
01005
元件
贴
装
确定
元件
的中心的方式
1360
0201
/
01005
元件
贴
装
的贴片机的定位系统
1805
0201
/
01005
元件
贴
装
的贴片过程控制
2349
01005
元件
装配设计
3241
01005
元件
印刷钢网的设计
2205
对
01005
元件
装配的建议
2072
0201
、
01005
的
贴
装
特点及问题解决方法
15981
0201
元件
锡膏选择
2267
关于
0201
元件
贴
装
的一些关键技术的介绍
1356
发帖
登录/注册
20万+
工程师都在用,
免费
PCB检查工具
无需安装、支持浏览器和手机在线查看、实时共享
查看
点击登录
登录更多精彩功能!
首页
论坛版块
小组
免费开发板试用
ebook
直播
搜索
登录
×
20
完善资料,
赚取积分