1 电气控制部分
1.1 主
电路
该系统的电气控制部分主电路由电动机
电源、加热电源、SOL电源、PLC动力电源等组成。隔离开关N.F.B-1可将380V的三相电源引入,电动机M1由交流接触器MC1控制其主电路的接通和断开。为保证主电路的正常运行,主电路中设置了热继电器的过载保护环节。隔离开关N.F.B-2和N.F.B-3可将220V的电源引入到控制电路和加热控制系统中。控制源的一组经滤波电路后作为PLC的动力源,另一组经变压、整流、稳压成24V的直流电源供给PLC的I/O动力源。最后一组220V的电源经变压、整流后成为24 V直流电源提供给SOL的电源。
1.2 控制电路 (1) 电机控制电路
该设备控制电路中的启动按钮START和停止按钮STOP主要通过控制接触器MC1线圈的通断来完成对电动机的控制,MC1的常开触点用来自锁。CRO的常开触点并接在E.P.B触点的两端,目的是让系统进入注塑阶段时,使E.F.B操作无效,从而防止因注塑动作没有完成而造成产品的报废。R.S是压机完成一个工作循环后,PLC输出的一个计数信号。
(2) PLC控制电路
PLC的工作原理是通过执行用户程序来实现控制任务。它的整个工作过程是以循环扫描方式进行的,循环扫描方式是指在程序执行过程中,通过程序对各个过程输入信号进行采样,并对采样的信号进行运算和处理,然后把运算结果输出到生产过程的执行机构去。PLC可编程控制器的输入、输出信号可以参考该设备的说明书,中间继电器S1~S19线圈的通电状态将受PLC的输出信号控制,其常开触点的不同状态直接控制着液压阀的电磁铁DT的通断。
(3) 温控电路
温控系统主要由温控仪表、热电偶、SSR、加热管等
元件组成。其温控原理如图1所示。
在温控电路说明书的控制电路中,隔离开关N.F.B-3引入220V电源。考虑到电路的三相平衡,使用时可把SSR (固态继电器)平均分为三组,分别由R.S.T提供加热管的电源,SSR输出端连接加热管,输入端信号由温控表提供。当热偶测得的温度低于温控表所设定的温度时,温控表的低温报警信号ALM的常开触点导通,SSR得电,输出端导通,加热管开始加热,当热偶测得的温度高于温控表所设定的温度时,温控表的高温报警信号ALM的触点常开,SSR停止工作,加热管停止加热,这样通过不断地对温度进行修正,就可使温度更趋近于设定值。 当温度出现异常时,CR3或CR4线圈得电,其常开触点接通,以驱动加热异常报警器发出报警信号,STL5是异常报警时间继电器,报警时间的长短可由STL5设定。
2 FSTM250塑封机的液压系统原理
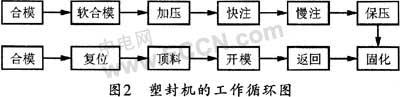
FSTM250-7TAN32型压机是FUSE压机系列中的大型号压机,其最高工作压力为250T。该机要求完成的主要动作有:合模和开模、冲杆的注塑和返回、保压以及顶料脱模等。根据压机注塑成型工艺,它的工作循环如图2所示。它对液压系统的要求如下:
(1) 足够的合模压力 预热的EMC通常以50 kg/cm2左右的压力注入模腔,因此,该模具必须要求有足够的合模力,以使上、下模具紧密地贴合,否则会使模具离缝而产生封装料的溢边现象。
(2) 开模和合模速度可调
由于既要考虑缩短空行程时间以提高生产效率,又要考虑合模过程中的缓冲要求以防止损坏模具和引型框架,还要避免机器产生振动和撞击,所以,合模机构在开、合模过程应当具有多种速度选择,一般可以按慢一快一慢的顺序原则进行变化。
(3) 注塑压力和注塑速度可调
根据塑封的品种、制品的几何形状以及注塑方式的不同(有传统模的注塑与半MGP模的注塑),注塑成型过程中要求注塑压力要可以调节,由于要缩短空行程时间以提高生产率,注塑速度要有快速转进、慢速转进、快速返回三个不同速度选择。
(4) 保压
注塑动作完成后,还需要保持压力一段时间,原因之一是使EMC紧贴模腔而获得精确的几何形状,二是在制品的凝固而收缩的过程中,熔化的塑封料可以不断补充进模腔,以防止因充料不足而出现产品的残缺,事实上,保压压力也要求可以调节。
(5) 顶出产品时速度要平稳
为了便于产品的取出,不但要求系统要有顶料的步骤,而且顶料过程要求平稳。
以上各个动作分别由合模主油缸、辅助油缸、及注塑油缸来完成。 3 液压系统操作
该类塑封机的液压系统可分为高压和低压两大部分。由高压泵H、电磁换向阀、溢流阀、远程调压阀及主油缸、辅助油缸等共同组成主高压系统,其余的则由低压泵L提供动力源以组成辅助动作和控制作用的低压系统。根据塑封机动作循环及电磁阀的动作顺序,液压系统主要分为液压泵的启动和主液压缸工作两部分。启动时,先启动电机M1,两泵开始运转。高压泵压力油自电磁溢流阀S-16流回油箱,系统卸荷运转;同时低压泵输出油也通过电磁溢流阀S-17流回油箱,系统实现空载卸荷运转。主液压缸工作时,系统将完成合模、注塑、保压、固化、注塑返回等多项操作过程。
3.1 合模
在工作时,其注塑的合模过程应按快、慢两种速度顺序进行。
(1) 快速合模
电磁铁DT1、DT3、DT16、DT17通电,泵H、L的压力油经电磁阀,电磁换向阀S-1、S-2单向节流阀、液控单向阀、平衡阀一起向快速油缸供油,以推动活塞并带动工作台快速合模。随着工作台的上升,四个辅助油缸的缸体内部产生了真空,缸体内部跟油箱里的油液产生压力差,辅助油缸就是靠大气的压力把油箱里的油液经单向阀压到油缸里的。合模速度的调节南节流阀来调整。
(2) 慢速合模(软合模)
电磁铁DT1、DT9、DT16通电,小流量泵H的压力油经电磁换向阀S-1,节流阀、液控单向阀、平衡阀进入快速油缸,此时由于电磁DT17不通电,大流量泵L的油液通过电磁溢流阀和冷却器流回油箱进行卸荷,慢速合模过程的压力由远程调压阀调节。
(3) 合模高低压
电磁铁DT1、DT5、DT16、DT17通电,大小流量泵的压力油经S1、S5分别向主油缸和辅助油缸一起供油,直到合模压力达到低压压力点。由于是低压合模,缸的推力较少,即使在上、下模间有硬质异物,继续合模动作也不致损坏模具表面。接着DT17断电,低压泵卸载,小流量泵H的高压油用来进行高压合模,锁紧模具。
3.2 注塑
(1) 快塑注射
电磁铁DT11、DT12、DT16、DT17通电,泵H、L的压力油经电磁阀S-11、S-12单向节流阀进入注射缸的上腔,使注射活塞向下快速运动,注射缸下腔回流经S-11流回油箱。
(2) 慢速注射
电磁铁DT12、DT14、DT16通电,小流量泵H压力油经S-12,单向节流阀进入注射油缸上腔,大流量泵L卸荷,下注过程的压力由溢流阀来调节。
3.3 保压固化与注塑返回
当设备中的电磁铁DT12、DT14、DT16通电后,由于保压时只需要极少量的油液,所以,大流量泵L卸载,而仅由小流量泵H单独供油,多余油液溢流回油箱。保压过程中的压力可由远程调压阀调节。固化阶段是在保压的情况下进行的,而此时的油路状态没有变化。 注塑返回时电磁铁DT10、DT16、DT17接通,系统返回初始阶段,低压泵L卸荷,高压泵H的压力经S10作用在注塑缸的下腔,以推动活塞慢速上升,上腔的回油则经S10流回油箱。接着DT17接通,低压泵不再卸荷,大、小流量油液共同流向注塑缸下腔执行快速返回动作,最后DT17再断电,低压泵卸载,油缸又转为慢速返回直到终止。返回过程顺着慢-快-慢的方式进行,可避免冲击和撞击的发生。
3.4 开模与顶料
(1) 慢速开模
电磁铁DT4、DT16通电,高压油经S-4打开锁紧模具的液控单向阀,使主油缸及辅助油缸下腔的油液流回油箱,液压系统先行减压,大流量泵卸荷,接着电磁铁DT2、DT4、DT7、DT16通电,高压油经S-2通向主油缸上腔,同时打辅助油缸下腔锁油单向阀;经S-4打开快速油缸、辅助油缸、单向阀使油缸里的压力油流回油箱卸压,大流量泵卸荷。此后主油缸活塞在高压油的推动下慢速下降以执行慢速开模动作。
(2) 快速开模
当设备中的电磁铁DT2、DT3、DT4、DT16、DT17通电时,大、小流量泵的压力油经S-2、S-4打开锁模油缸的单向阀以执行回油,同时向主油缸上腔通人压力油,而此时的主油缸活塞则在大流量压力油的推动下带动工作台快速向下移动,从而完成快速开模动作。
(3) 顶料
电磁铁DT2、DT4、DT8、DT16通电,高压油经S-2、S-4打开锁模油缸的单向阀并向主油缸上腔供压力油,推动活塞使工作台向下运动,S-8使高压油旁通起到油路分流的作用,使顶料动作平稳进行。
3.5 复位
电磁铁DT1、DT5、DT16、DT17通电,高低压油通过S-1、S-4的转换,快速油缸、主油缸、辅助油缸同时通压力油从而推动活塞向上移动,执行工作台的上升动作,使工作台回到动作循环的起始位置,主油缸的上腔压力油通过S-1流回油箱。
4 结束语
压机液压系统中执行元件的数量较多,此系统是一种速度和压力均变化较多的系统,在完成自动循环时,主要依靠接近开关(或行程开关),而速度和压力的变化则主要依靠电磁阀的切换来获得。
: